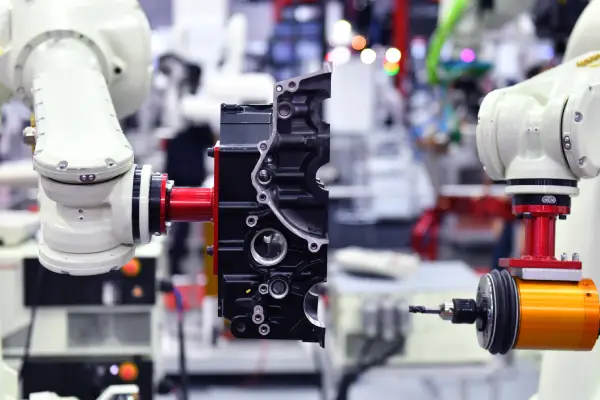
10 Benefits of Vision-Based Inspection Systems in Manufacturing
Table of content Advantages of Vision-Based Inspection Systems Conclusion In the rapidly evolving realm of modern manufacturing, the pursuit of impeccable product quality and streamlined efficiency has become the linchpin of success. Manufacturers are ceaselessly exploring innovative methods to ensure the precision of their products while optimizing intricate production processes. Vision-based inspection systems have emerged as a transformative and indispensable technology in this pursuit. Leveraging advanced imaging techniques coupled with the power of artificial intelligence, these systems conduct meticulous inspections that empower manufacturers to achieve unparalleled levels of quality and productivity. In this article, we will explore the ten pivotal and multifaceted benefits of integrating vision-based inspection systems into the fabric of the manufacturing landscape. Advantages of Vision-Based Inspection Systems Vision-based inspection systems have emerged as a transformative force in manufacturing, combining advanced imaging and artificial intelligence to revolutionize quality control. Their benefits reverberate across the spectrum: 1. Elevated Quality Assurance Quality is the cornerstone of manufacturing success, and vision-based inspection systems are at the forefront of upholding this standard. Equipped with unparalleled precision, these systems excel in detecting even the most minuscule defects that might elude the human eye. Through their high-resolution imaging capabilities employed at various production stages, these systems provide a comprehensive canvas for defect identification. These systems are primed to identify and eliminate faulty products, be it surface irregularities, dimensional deviations, or alignment discrepancies. This ensures that only products meeting stringent quality benchmarks reach the market. 2. Unsurpassed Accuracy and Consistency Despite their unwavering diligence, human inspectors can succumb to fatigue and the potential for variability. Vision-based inspection systems, in stark contrast, exhibit unwavering precision and consistency. These systems consistently maintain their remarkable accuracy levels throughout the inspection process, effectively eradicating the potential for errors stemming from human limitations. The reliability and uniformity in product quality generated by these systems are of paramount importance, particularly in industries such as electronics, pharmaceuticals, and automotive manufacturing. 3. Expedited Inspection Speed Conventional manual inspection methods often prove to be time-intensive, inevitably leading to production bottlenecks and costly delays. Vision-based inspection systems revolutionize this by expediting the inspection process at remarkable speed. Propelled by high-resolution cameras and sophisticated algorithms, these systems process colossal volumes of data in real time. This capability ensures the seamless movement of products through the production line without compromising the rigor of the inspection process. 4. Tangible Cost-Efficiency The seamless integration of vision-based inspection systems translates into substantial cost savings over the long haul. Through the automation of inspections, manufacturers significantly reduce their reliance on labor-intensive manual assessments. This reduction not only slashes labor costs but also mitigates expenses related to defects, rework, and potential recalls. Furthermore, the heightened operational efficiency and minimized downtime amplify production throughput, thereby enhancing revenue streams and optimizing the overall Return on Investment (ROI). 5. Adaptability and Flexibility By their very nature, manufacturing processes are susceptible to evolution, often triggered by shifts in product design or specifications. Vision-based inspection systems truly shine in such dynamic scenarios, showcasing their inherent adaptability and flexibility. With the capacity to swiftly program new inspection criteria, these systems enable seamless transitions between diverse product variants. This adaptability translates to minimized setup times and heightened operational agility, which is crucial in staying ahead in today’s fast-paced manufacturing landscape. 6. Insights Driven by Data Beyond their role in defect detection, vision-based inspection systems also emerge as robust data repositories. These systems generate abundant data during the inspection, capturing crucial information about defects, patterns, and anomalies. Manufacturers can harness this trove of data to glean valuable insights into their production processes. This includes pinpointing areas for optimization, refining process parameters, and even preemptively identifying potential issues before they manifest. The data-driven approach empowers manufacturers to make well-informed decisions that elevate both product quality and production efficiency. 7. Non-Intrusive Evaluation Certain manufacturing processes involve intricate components particularly susceptible to damage through contact-based inspection methods. Vision-based inspection systems offer a non-intrusive solution, relying on visual imaging without requiring physical contact. This characteristic renders them ideal for scrutinizing delicate or sensitive items, ensuring that products remain pristine and intact throughout the inspection process. 8. Mitigation of False Positives and Negatives In the intricate domain of inspections, the challenge lies in minimizing the occurrence of false positives (erroneously identifying a defect) and false negatives (failing to detect a defect). Vision-based inspection systems employ advanced algorithms and machine learning to navigate this challenge. Drawing insights from vast datasets, these systems progressively enhance their ability to differentiate between authentic defects and minor product variations. The result is an elevated level of accuracy, significantly reducing instances of both false positives and negatives. 9. Streamlined Documentation and Reporting Manufacturers often find themselves in need of meticulous records of their inspection processes for regulatory compliance and rigorous quality control audits. Vision-based inspection systems simplify this task by autonomously generating comprehensive reports and documentation. These reports encompass not just images but also measurements and other pertinent data collected during the inspection process. This streamlined approach not only expedites compliance efforts but also furnishes an exhaustive record of product quality, an invaluable resource for quality control analysis and ongoing process optimization. 10. Gaining a Competitive Edge In the current cutthroat manufacturing landscape, maintaining a competitive edge is no longer a choice but an imperative. The adoption of vision-based inspection systems confers a tangible competitive advantage. Through consistently delivering top-tier products, manufacturers cultivate a reputation for reliability and excellence in the market. This, in turn, translates into heightened customer satisfaction, recurrent business, and enduring brand loyalty, all of which contribute to a formidable market presence. Conclusion Vision-based inspection systems represent a revolutionary amalgamation of cutting-edge imaging technology and artificial intelligence within the manufacturing sector. Their impact is wide-ranging, spanning from elevated quality assurance and unparalleled accuracy to expedited inspection speeds and quantifiable cost-efficiency. Manufacturers embracing this technology embark on a trajectory toward heightened success, simultaneously elevating both product quality and operational efficiency. With the help of Prescient Technologies, commence your journey towards efficiency, accuracy, reliability, and cost-efficiency right away. As technology continues its rapid evolution, the pivotal
Read More
Image Processing Algorithms
Table of content Types of Image Processing Algorithms Image processing is the process of enhancing and extracting useful information from images. Images are treated as two-dimensional signals and inputs to this process are a photograph or video section. The input is an image, and the output may be an improved image or characteristics/features associated with the same. There are many ways to process an image, but they all follow a similar pattern. First, an image’s red, green, and blue intensities are extracted. A new pixel is created from these intensities and inserted into a new, empty image at the same location as the original. In addition, gray scale pixels are created by averaging the intensities of all pixels. Afterward, they can be converted to black or white by using a threshold. It is essential to know that image processing algorithms have the most significant role in digital image processing. Developers have been using and implementing multiple image processing algorithms to solve various tasks, including digital image detection, image analysis, image reconstruction, image restoration, image enhancement, image data compression, spectral image estimation, and image estimation. Sometimes, the algorithms can be straight off the book or a more customized amalgamated version of several algorithm functions. In the case of full image capture, image processing algorithms are generally classified into: Types of Image Processing Algorithms There are different types of image processing algorithms. The techniques used to process images are image generation and image analysis. The basic idea behind this is converting an image from its original form into a digital image with a uniform layout. Some of the conventional image processing algorithms are as follows: Contrast Enhancement algorithm Dithering and half-toning algorithm Dithering and half-toning include the following: Elser difference-map algorithm It is a search algorithm used for general constraint satisfaction problems. It was used initially for X- Ray diffraction microscopy. Feature detection algorithm Feature detection algorithm consists of: Blind deconvolution algorithm: Like Richardson–Lucy deconvolution algorithm, it is an image de- blurring algorithm when the point spread function is unknown. Seam carving algorithm: The seam carving algorithm is a content-aware image resizing algorithm. Segmentation algorithm: This particular algorithm parts a digital image into two or more regions. It consists of: It is to note that apart from the algorithms mentioned above, industries also create customized algorithms to address their needs. They can be right from scratch or a combination of various algorithmic functions. It is safe to say that with the evolution of computer technology, image processing algorithms have provided sufficient opportunities for multiple researchers and developers to investigate, classify, characterize, and analyze various hordes of images.
Read More
AI-based Visual Inspection and Integration with Deep Learning
Table of Content Why Vision-based inspection needs AI How Vision-based inspection can make good use of AI Using the Deep Learning Model Computer vision (also known as Machine Vision) is a growing field, and incorporating AI-based visual inspection is a great way to use the power of artificial intelligence. While human eyes may have difficulty detecting specific patterns, AI can recognize them. The advantages of AI extend beyond the cost savings to freeing up personnel for higher-value tasks. As component sizes and quality standards continue to tighten and production environments become more dynamic, manufacturers are turning to machine vision solutions to improve the quality and speed of their products. AI is becoming more commonplace in manufacturing environments, and the introduction of this technology in machine vision systems helps integrators stay competitive. Why Vision-based inspection needs AI Machine vision inspection solutions have long been at the forefront of industrial automation. Traditional machine vision analyzes images and photos to identify defects. While this helps reduce human error and increase productivity, this technology falls short of addressing more complex defects and adjusting to changing environments. But with the introduction of AI, manufacturers can use visual inspection with artificial intelligence-powered models to improve quality and reduce costs. Although human inspectors and rules-based machine vision still play a crucial role in visual inspection, sending out a single defective piece to a customer is not a good idea and could cost a company its reputation. AI-powered vision inspection systems identify manufacturing anomalies much faster than human inspectors. These AI solutions can be deployed quickly and customized to a specific scenario.They can also be used to inspect high-volume, complex parts and products. The advent of AI platforms such as Google Cloud’s Visual Inspection AI allows manufacturing companies to implement proof-of-concept (PoC) or deployable solutions in weeks rather than years. The benefits of AI-powered visual inspection solutions are numerous, and their potential is immense. How Vision-based inspection can make good use of AI Computer vision algorithms can help with visual inspection in a variety of settings, from industrial settings to infrastructure, in the following ways: A trained AI model needs a powerful computer to perform the inspection. GPU is necessary for real-time results. The performance of an inspection model depends on many factors, including the types of defects, image resolution, and lighting conditions. For existing applications, the embedded device mimics a camera. It then runs an AI algorithm over the camera feed to process. Then, the processed data to the inspection application over GigE Vision. Moreover, an embedded device can be programmed to save incoming images for offline training. This feature can be very useful when training AI systems. The process of deploying AI into a traditional computer vision inspection system is simplified with “no-code” AI software training packages. AI-powered vision-based inspection solutions can help reduce production costs and increase productivity by up to 90%. The AI-enabled machine vision system can alert employees to unsafe zones and flag mistakes. It can also measure cycle time, a key production index. It can also improve worker efficiency by monitoring employee position and behavior. The perks of incorporating AI in vision-based inspection seem to be unmatched, and its accuracy and efficiency can be increased with time since it feeds on new data and deep learning. If your business requires AI-based visual inspection solutions, look no further than Prescient Technologies. Prescient’s flagship product, iNetra, dwells extensively in smart vision and helps clients from different verticles address their vision-based inspection and smart surveillance requirements. Using the Deep Learning Model Machine vision and deep learning technology have combined to create a new way to inspect products and services. While machine learning is more appropriate for precision alignment, deep learning is a powerful tool for computer vision. Deep learning technology uses neural networks to mimic the human brain’s ability to learn by example. Integrating Deep Learning with Vision-based Inspection Artificial intelligence (AI) vision-based inspection systems are gaining ground in Production and Manufacturing. AI solutions for this task harness deep learning to automate inspections with high accuracy and improved decision-making processes. They can perform a multitude of tasks, from image classification to defect detection. Image classification models are based on a set of training and testing images. The training set contains images of various products that do not have defects, and the testing set includes images of products with defects. Using a CNN model for inspection allows for advanced learning with many defect images. By using this technique, AI vision systems can detect and classify defects in various environments. Deep learning models have become an essential part of inspection software. They are trained by analyzing thousands of images and gradually learn to detect significant deviations from the bolt standard appearance. Deep learning models can solve a range of inspection problems using a combination of tasks, such as Object Detection, semantic segmentation, image classification, and OCR models. If you’re looking for AI vision-based inspection, it’s a great time to explore these advanced technologies. If you’re looking for experienced professionals to take care of these advanced technologies for you, it’s a great time to contact Prescient technologies.
Read More
What is Digital Image Processing
Table of content Types of Image Processing Digital Image Processing and how it operates Uses of Digital Image Processing Previously we have learned what visual inspection is and how it helps in inspection checks and quality assurance of manufactured products. The task of vision-based inspection implements a specific technological aspect with the name of Digital Image Processing. Before getting into what it is, we need to understand the essential term Image Processing. Image processing is a technique to carry out a particular set of actions on an image to obtain an enhanced image or extract some valuable information. It is a sort of signal processing where the input is an image, and the output may be an improved image or characteristics/features associated with the same. The inputs to this process are either a photograph or video screenshot and these images are received as two-dimensional signals. Image processing involves three steps:Image acquisition: Acquisition can be made via image capturing tools like an optical scanner or with digital photos. Image enhancement: Once the image is acquired, it must be processed. Image enhancement includes cropping, enhancing, restoring, and removing glare or other elements. For example, image enhancement reduces signal distortion and clarifies fuzzy or poor-quality images. Image extraction: Extraction involves extracting individual image components, thus, producing a result where the output can be an altered image. The process is necessary when an image has a specific shape and requires a description or representation. The image is partitioned into separate areas and labeled with relevant information. It can also create a report based on the image analysis. Basic principles of image processing begin with the observation that electromagnetic waves are oriented in a horizontal plane. A single light pixel can be converted into a single image by combining those pixels. These pixels represent different regions of the image. This information helps the computer detect objects and determine the appropriate resolution. Some of the applications of image processing include video processing. Because videos are composed of a sequence of separate images, motion detection is a vital video processing component. Image processing is essential in many fields, from photography to satellite photographs. This technology improves subjective image quality and aims to make subsequent image recognition and analysis easier. Depending on the application, image processing can change image resolutions and aspect ratios and remove artifacts from a picture. Over the years, image processing has become one of the most rapidly growing technologies within engineering and even the computer science sector. Types of Image Processing Image processing includes the two types of methods:Analogue Image Processing: Generally, analogue image processing is used for hard copies like photographs and printouts. Image analysts use various facets of interpretation while using these visual techniques. Digital image processing: Digital image processing methods help in manipulating and analyzing digital images. In addition to improving and encoding images, digital image processing allows users to extract useful information and save them in various formats. This article primarily discusses digital image processing techniques and various phases. Digital Image Processing and how it operates Digital image processing requires computers to convert images into digital form using the digital conversion method and then process it. It is about subjecting various numerical depictions of images to a series of operations to obtain the desired result. This may include image compression, digital enhancement, or automated classification of targets. Digital images are comprised of pixels, which have discrete numeric representations of intensity. They are fed into the image processing system using spatial coordinates. They must be stored in a format compatible with digital computers to use digital images. The primary advantages of Digital Image Processing methods lie in their versatility, repeatability, and the preservation of original data. Unlike traditional analog cameras, digital cameras do not have pixels in the same color. The computer can recognize the differences between the colors by looking at their hue, saturation, and brightness. It then processes that data using a process called grayscaling. In a nutshell, grayscaling turn RGB pixels into one value. As a result, the amount of data in a pixel decreases, and the image becomes more compressed and easier to view. Cost targets often limit the technology that is used to process digital images. Thus, engineers must develop excellent and efficient algorithms while minimizing the number of resources consumed. While all digital image processing applications begin with illumination, it is crucial to understand that if the lighting is poor, the software will not be able to recover the lost information. That’s why it is best to use a professional for these applications. A good assembly language programmer should be able to handle high-performance digital image processing applications. Images are captured in a two-dimensional space, so a digital image processing system will be able to analyze that data. The system will then analyze it using different algorithms to generate output images. There are four basic steps in digital image processing. The first step is image acquisition, and the second step is enhancing and restoring the image. The final step is to transform the image into a color image. Once this process is complete, the image will be converted into a digital file. Thresholding is a widely-used image segmentation process. This method is often used to segment an image into a foreground and an object. To do this, a threshold value is computed above or below the pixels of the object. The threshold value is usually fixed, but in many cases, it can be best computed from the image statistics and neighbourhood operations. Thresholding produces a binary image that represents black and white only, with no shades of Gray in between. Digital image processing involves different methods, which are as follows:Image Editing: It means changing/altering digital images using graphic software tools.Image Restoration: It means processing a corrupt image and taking out a clean original image to regain the lost information.Independent Component Analysis: It separates various signals computationally into additive subcomponents.Anisotropic Diffusion: This method reduces image noise without having to remove essential portions of the image.Linear Filtering: Another digital image processing method is about processing time-varying input signals and generating output signals.Neural Networks: Neural networks
Read More
Image Processing Algorithms based on usage
There are many ways to process an image, but they all follow a similar pattern. First, an image’s red, green, and blue intensities are extracted. A new pixel is created from these intensities and inserted into a new, empty image at the exact location as the original. In addition, grayscale pixels are created by averaging the intensities of all pixels. Afterward, they can be converted to black or white using a threshold. Edge Detection The first thing to note about Canny edge detectors is that they are not substitutes for the human eye. The Canny operator is used to detect edges in different image processing algorithms. This edge detector uses a threshold value of 80. Its original version performs double thresholding and edge tracking through hysteresis. During double thresholding, the edges are classified as strong and weak. Strong edges have a higher gradient value than the high threshold while weak edges fall between the two thresholds. The next phase of this algorithm involves searching for all connected components and selecting the final edge based on the presence of at least one strong edge pixel. Another improvement to the Canny edge detector is its architecture and computational efficiency. The distributed Canny edge detector algorithm proposes a new block-adaptive threshold selection procedure that exploits local image characteristics. The resulting image will be faster than the CPU implementation. The algorithm is more robust to block size changes, which allows it to support any size image. A new implementation of the distributed Canny edge detector has been developed for FPGA-based systems. Object localization The performance of different image processing algorithms for object localization depends on the accuracy of the recognition. While the HOG and SIFT methods use the same dataset, region-based algorithms improve the detection accuracy by more than twofold. The region-based algorithms use a reference marker to enhance matching and edge detection. They use the accurate coordinates in the image sequence to fine-tune the localization process. A geometry-based recognition method eliminates false targets, improves precision, and provides robustness. The ground test platform is already established and has improved object localization. It can now detect an object with one-tenth of pixel precision. This embedded platform can process an image sequence at 70 frames per second. These works were conducted to make the vision-based system more applicable in dynamic environments. However, the subpixel edge detection method is quite time-consuming and should only be used for fine operations. Among the popular object detection methods, the Histogram of Oriented Gradients (HOG) was the first algorithm developed. However, it is time-consuming and inefficient when applied to tight spaces. HOG is recommended to be the first method when working in general environments but is ineffective for tight spaces. However, it has decent accuracy for pedestrian detection due to its smooth edges. In addition to general applications, HOG is also suitable for object detection in video games. YOLO is a popular object detection algorithm and model. It was first introduced in 2016, followed by versions v2 and v3. However, it was not upgraded during 2018 and 2019. Three quick releases of YOLO followed in 2020. YOLO v4 and PP-YOLO were released. These versions can identify objects without using pre-processed images. The speed of these methods makes them popular. Segmentation There are various image processing algorithms available for segmentation. These algorithms use the features of the input image to divide the image into regions. A region is a group of pixels with similar properties. Usually, these algorithms use a seed point to start the segmentation process. The seed point may be a small area of the image or a larger region. Once this segmentation is complete, the algorithm adds or removes pixels around it until it merges with other regions. Discontinuous local features are used to detect edges, which define the boundaries of objects. They work well when the image has few edges and good contrast but are inefficient when the objects are too small. Homogeneous clustering is another method that divides pixels into clusters. It is best suited for small image datasets but may not work well if the clusters are irregular. Some methods use the histogram to segment objects. In other techniques, pixels may be grouped according to common characteristics, such as the intensity of color or shape. These methods are not limited to color and may use gradient magnitude to classify objects. Some of these algorithms also use local minima as a segmentation boundary. Moreover, they have based on image preprocessing techniques, and many of them use parallel edge detection. There are three main image segmentation algorithms: spatial domain differential operator, affine transform, and inverse-convolution. A popular implementation of image segmentation is edge-based. It focuses on the edges of different objects in an image, making it easier to find features of these objects. Since edges contain a large amount of information, this technique reduces the size of an image, making it easier to analyze. This method also identifies edges with greater accuracy. The results of both of these methods are highly comparable, although the latter is the more complex approach. Context navigation Current navigation systems use multi-sensor data to improve localization accuracy. Context navigation will enhance the accuracy of location estimates by anticipating the degradation of sensor signals. While context detection is the future of navigation, it is not yet widely adopted in the automotive industry. While most vision-based context indicators deal with place recognition and image segmentation, only a few are dedicated to context-aware navigation. For example, a vehicle in motion can provide information about its surroundings, such as signal quality. However, this information is not widely used in general navigation. Only a few works have focused on context-aware multi-sensor fusion. In addition to addressing these challenges, future research should identify and analyze the best algorithm for a particular situation. To detect environmental contexts, multi-sensor solutions are needed. GNSS-based solutions can only detect the context of one area, and the underlying data is not reliable enough to extract every context of interest. Other data types, such as vision-based context indicators, are needed for
Read More