
Table of content
Types of Jigs
Types of Fixtures
We know that jigs and fixtures are the devices that help in the machining of jobs and reduce the human efforts required for producing these parts. It has been explained why a center lathe is an ideal machine tool for creating individual pieces of different shapes and sizes. Still, for manufacturing similar objects in high numbers, its use is not economical.
Different objects may require drilling, milling, planing, grinding machines, etc. Specific tools are necessary for producing these objects in identical shapes and sizes on a mass scale by holding and locating tasks to minimize the repetition work. That is when various types of jigs and fixtures come into play.
Considering the variety in the nature of jobs to be machined, the quality, and the associated functions, the type of jig and fixture varies. Following are the various kinds of jigs and fixtures.
Types of Jigs
Template Jig:
The template jig is the simplest of all the models. The plate, having two holes, acts as a template fixed on the component to be machined. The drill is guided through these template holes, and the required holes are drilled on the workpiece at the same relative positions as on the template.
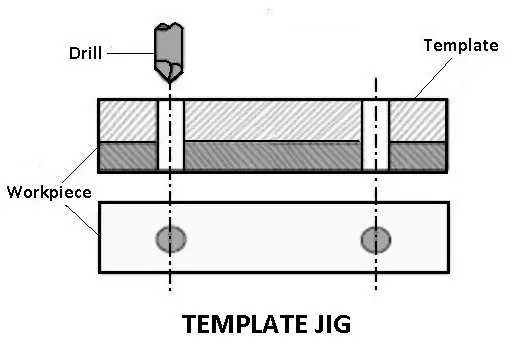
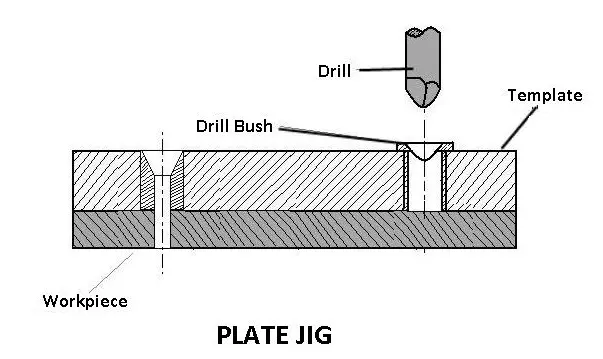
Plate Jig:
A plate jig improves the template jig by incorporating drill bushes on the template. The plate jig is employed to drill holes on large parts, maintaining accurate spacing with each other.
Channel Jig:
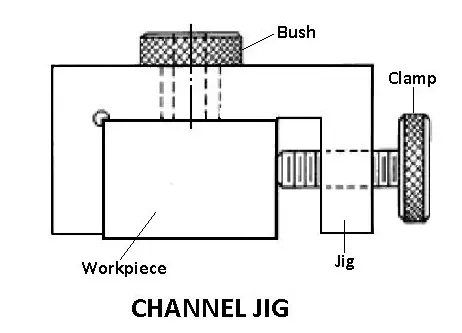
Channel jig is a simple type of jig having a channel-like cross-section. The component is fitted within the channel and is located and clamped by rotating the knurled knob. The tool is guided through the drill bush.
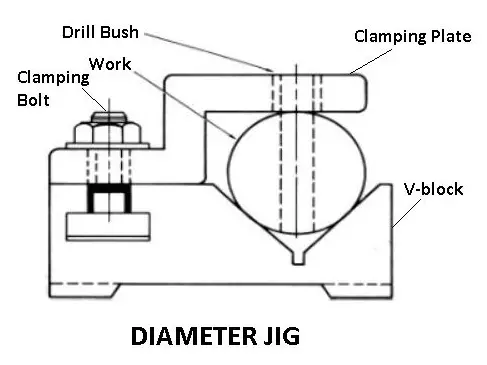
Diameter Jig:
A diameter jig is used to drill radial holes on a cylindrical or spherical workpiece.
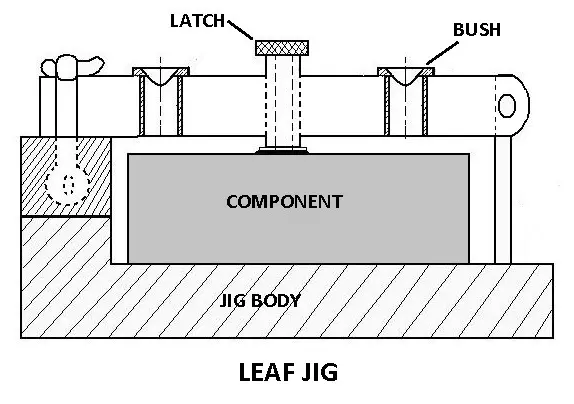
Leaf Jig:
The leaf jig has a leaf that may be swung open or closed on the work for loading or loading purposes.
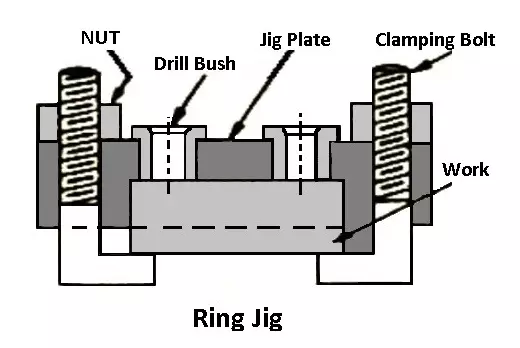
Ring Jig:
Ring jig is employed to drill holes on circular flanged parts. The work is securely clamped on the drill body, and the holes are drilled by guiding the tool through drill bushes.
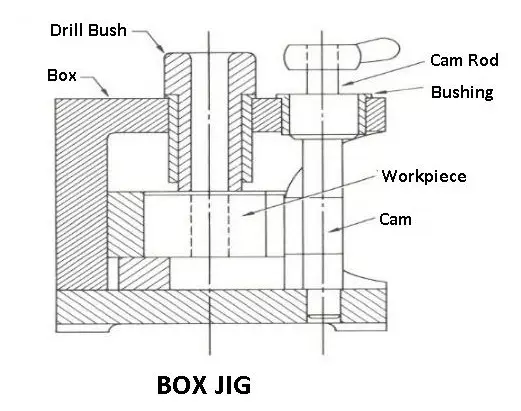
Box Jig:
Box jig is of box-like construction within which the work is rigidly held so that it can be drilled or machined from different angles at a single setting depending on which face of the jig is turned toward the tool.
Ensure top notch tool & fixture design
Our team of experts having knowledge of various manufacturing processes enables them to design & develop high precision tools without any impact on required shape/profile. Visit our website for more details.
Types of Fixtures
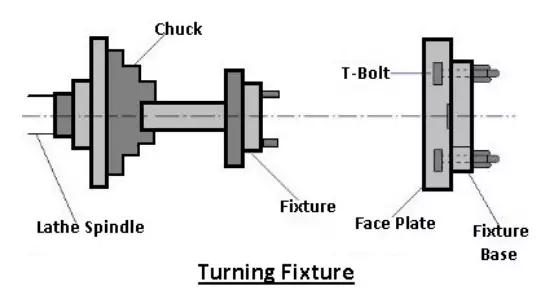
Turning Fixtures:
These fixtures are generally mounted on the nose of the machine spindle or a faceplate, and the workpieces hold them. The fixture may have to be provided with a counterweight or balance the unbalance fixture whenever necessary.
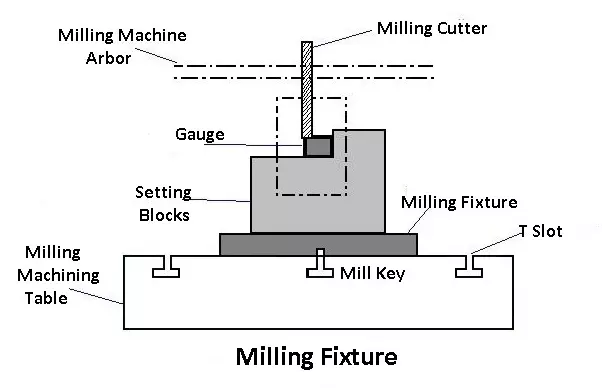
Milling Fixtures:
Milling fixtures are typically mounted on the nose of the machine spindle or a faceplate, and the workpieces hold them. The table is shifted and set in the proper position about the cutter. The workpieces are located in the base of the fixture and clamped before starting the operation.
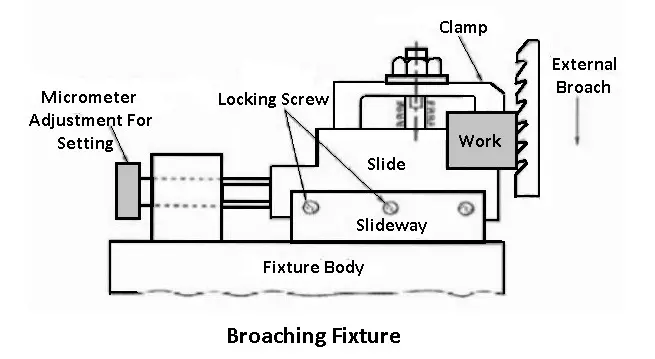
Broaching Fixtures:
Broaching fixtures are used on different broaching machines to locate, hold and support the workpieces during the operations, such as keyway broaching operations, such as keyway broaching, hole broaching, etc.
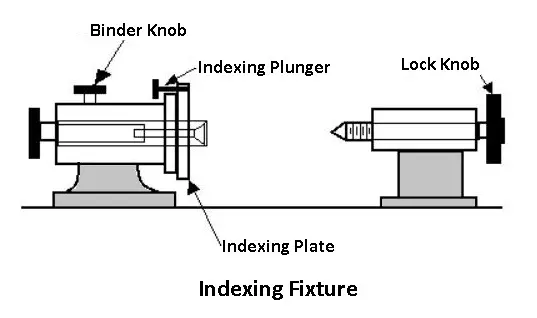
Indexing Fixtures:
Several components need machining on different surfaces such that their machined surface surfaces or forms are evenly spaced. Such elements must be indexed equally as many as the number of surfaces to be machined. The holding devices (jigs or fixtures) used are made to carry a suitable indexing mechanism. A fixture having such a device is known as an indexing fixture.
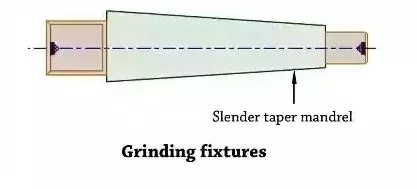
Grinding Fixtures:
These fixtures may be the standard work-holding devices, such as chucks, mandrels, chuck with shaped jaws, magnetic chucks, etc. For external surface grinding, cylindrical grinding utilizes plain or tapered mandrels. The workpiece is located and held on the mandrel with the help of the bore so that the external surface may be machined truly concentric to the bore. For internal grinding, the chuck is the most standard fixture. For holding irregularly shaped components, the fixture is designed the same as turning or boring fixtures.
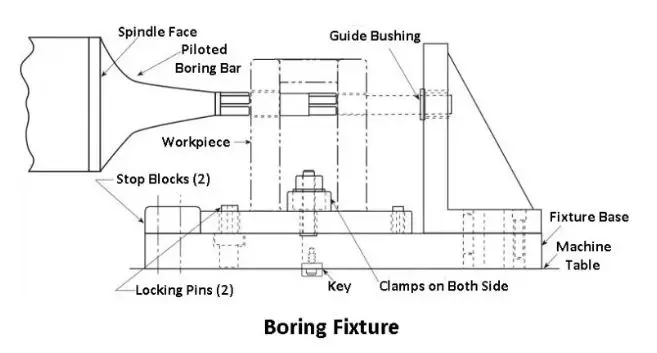
Boring Fixtures:
This fixture incorporates almost all the prevailing principles of jig and fixture design; their construction need not be as sturdy as that of the milling fixtures because they never have to bear as heavy cutting loads as involved in milling fixtures because they never have to endure as heavy cutting loads as involved in milling operations.
Tapping Fixtures:
Tapping fixtures are specially designed to position and firmly secure identical workpieces to cut internal threads in drilled holes. Odd-shaped and unbalanced components will always need such fixtures, especially when the tapping operation is to be carried out repeatedly on a mass scale on such parts.
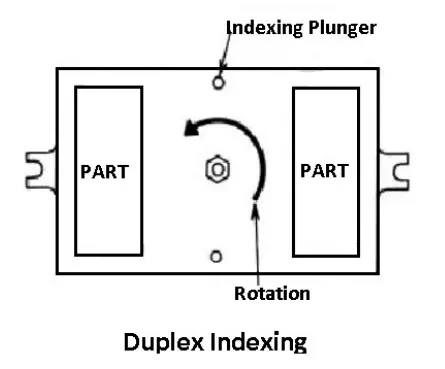
Duplex Fixtures:
It is the name given to the fixture which holds two similar components simultaneously and facilitates simultaneously machining of these components at two separate stations.
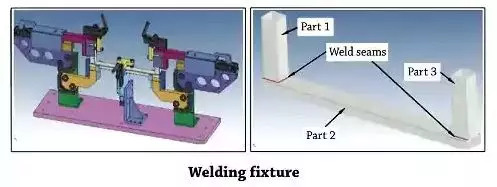
Welding Fixtures:
Welding fixtures are carefully designed to hold and support the various components welded in proper locations and prevent distortions in welded structures. For this, the locating element needs to be careful; clamping has to be light but firm, and the placement of clamping elements has to be clear of the welding area. The fixture must be pretty stable and rigid to withstand the welding stresses.
Assembly Fixtures:
The function of these fixtures is to hold different components together in their proper relative position when assembling them.
Source:
The Engineers post, https://www.theengineerspost.com/jigs-and-fixtures
Jigs & Fixtures with differences, Types of Jigs & Fixtures and Constructional details of Jigs & Fixtures, Mechtalk