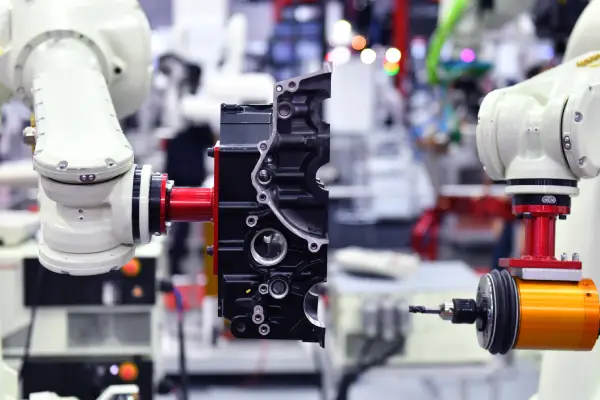
10 Benefits of Vision-Based Inspection Systems in Manufacturing
Table of content Advantages of Vision-Based Inspection Systems Conclusion In the rapidly evolving realm of modern manufacturing, the pursuit of impeccable product quality and streamlined efficiency has become the linchpin of success. Manufacturers are ceaselessly exploring innovative methods to ensure the precision of their products while optimizing intricate production processes. Vision-based inspection systems have emerged as a transformative and indispensable technology in this pursuit. Leveraging advanced imaging techniques coupled with the power of artificial intelligence, these systems conduct meticulous inspections that empower manufacturers to achieve unparalleled levels of quality and productivity. In this article, we will explore the ten pivotal and multifaceted benefits of integrating vision-based inspection systems into the fabric of the manufacturing landscape. Advantages of Vision-Based Inspection Systems Vision-based inspection systems have emerged as a transformative force in manufacturing, combining advanced imaging and artificial intelligence to revolutionize quality control. Their benefits reverberate across the spectrum: 1. Elevated Quality Assurance Quality is the cornerstone of manufacturing success, and vision-based inspection systems are at the forefront of upholding this standard. Equipped with unparalleled precision, these systems excel in detecting even the most minuscule defects that might elude the human eye. Through their high-resolution imaging capabilities employed at various production stages, these systems provide a comprehensive canvas for defect identification. These systems are primed to identify and eliminate faulty products, be it surface irregularities, dimensional deviations, or alignment discrepancies. This ensures that only products meeting stringent quality benchmarks reach the market. 2. Unsurpassed Accuracy and Consistency Despite their unwavering diligence, human inspectors can succumb to fatigue and the potential for variability. Vision-based inspection systems, in stark contrast, exhibit unwavering precision and consistency. These systems consistently maintain their remarkable accuracy levels throughout the inspection process, effectively eradicating the potential for errors stemming from human limitations. The reliability and uniformity in product quality generated by these systems are of paramount importance, particularly in industries such as electronics, pharmaceuticals, and automotive manufacturing. 3. Expedited Inspection Speed Conventional manual inspection methods often prove to be time-intensive, inevitably leading to production bottlenecks and costly delays. Vision-based inspection systems revolutionize this by expediting the inspection process at remarkable speed. Propelled by high-resolution cameras and sophisticated algorithms, these systems process colossal volumes of data in real time. This capability ensures the seamless movement of products through the production line without compromising the rigor of the inspection process. 4. Tangible Cost-Efficiency The seamless integration of vision-based inspection systems translates into substantial cost savings over the long haul. Through the automation of inspections, manufacturers significantly reduce their reliance on labor-intensive manual assessments. This reduction not only slashes labor costs but also mitigates expenses related to defects, rework, and potential recalls. Furthermore, the heightened operational efficiency and minimized downtime amplify production throughput, thereby enhancing revenue streams and optimizing the overall Return on Investment (ROI). 5. Adaptability and Flexibility By their very nature, manufacturing processes are susceptible to evolution, often triggered by shifts in product design or specifications. Vision-based inspection systems truly shine in such dynamic scenarios, showcasing their inherent adaptability and flexibility. With the capacity to swiftly program new inspection criteria, these systems enable seamless transitions between diverse product variants. This adaptability translates to minimized setup times and heightened operational agility, which is crucial in staying ahead in today’s fast-paced manufacturing landscape. 6. Insights Driven by Data Beyond their role in defect detection, vision-based inspection systems also emerge as robust data repositories. These systems generate abundant data during the inspection, capturing crucial information about defects, patterns, and anomalies. Manufacturers can harness this trove of data to glean valuable insights into their production processes. This includes pinpointing areas for optimization, refining process parameters, and even preemptively identifying potential issues before they manifest. The data-driven approach empowers manufacturers to make well-informed decisions that elevate both product quality and production efficiency. 7. Non-Intrusive Evaluation Certain manufacturing processes involve intricate components particularly susceptible to damage through contact-based inspection methods. Vision-based inspection systems offer a non-intrusive solution, relying on visual imaging without requiring physical contact. This characteristic renders them ideal for scrutinizing delicate or sensitive items, ensuring that products remain pristine and intact throughout the inspection process. 8. Mitigation of False Positives and Negatives In the intricate domain of inspections, the challenge lies in minimizing the occurrence of false positives (erroneously identifying a defect) and false negatives (failing to detect a defect). Vision-based inspection systems employ advanced algorithms and machine learning to navigate this challenge. Drawing insights from vast datasets, these systems progressively enhance their ability to differentiate between authentic defects and minor product variations. The result is an elevated level of accuracy, significantly reducing instances of both false positives and negatives. 9. Streamlined Documentation and Reporting Manufacturers often find themselves in need of meticulous records of their inspection processes for regulatory compliance and rigorous quality control audits. Vision-based inspection systems simplify this task by autonomously generating comprehensive reports and documentation. These reports encompass not just images but also measurements and other pertinent data collected during the inspection process. This streamlined approach not only expedites compliance efforts but also furnishes an exhaustive record of product quality, an invaluable resource for quality control analysis and ongoing process optimization. 10. Gaining a Competitive Edge In the current cutthroat manufacturing landscape, maintaining a competitive edge is no longer a choice but an imperative. The adoption of vision-based inspection systems confers a tangible competitive advantage. Through consistently delivering top-tier products, manufacturers cultivate a reputation for reliability and excellence in the market. This, in turn, translates into heightened customer satisfaction, recurrent business, and enduring brand loyalty, all of which contribute to a formidable market presence. Conclusion Vision-based inspection systems represent a revolutionary amalgamation of cutting-edge imaging technology and artificial intelligence within the manufacturing sector. Their impact is wide-ranging, spanning from elevated quality assurance and unparalleled accuracy to expedited inspection speeds and quantifiable cost-efficiency. Manufacturers embracing this technology embark on a trajectory toward heightened success, simultaneously elevating both product quality and operational efficiency. With the help of Prescient Technologies, commence your journey towards efficiency, accuracy, reliability, and cost-efficiency right away. As technology continues its rapid evolution, the pivotal
Read More
Exploring Deep Learning Algorithms for Object Detection in Vision-Based Inspection
Table of content Introduction Understanding Object Detection Deep Learning Algorithms for Object Detection Advantages of Deep Learning Algorithms for Object Detection Challenges and Considerations Applications of Object Detection in Vision-Based Inspection Conclusion Introduction Deep learning techniques have significantly advanced the science of computer vision in recent years, enabling considerable improvements in numerous applications, including object detection. The automatic identification and classification of objects or anomalies within an image or video stream is the main objective of vision-based inspection systems, which heavily depend on object detection. This article explores deep learning algorithms for object detection in vision-based inspection, outlining their benefits, difficulties, and prospective uses. Understanding Object Detection Object detection refers to the process of locating and classifying objects within an image or video. It involves two primary tasks: Vision-based inspection systems heavily rely on accurate object detection to identify defects, anomalies, or specific objects of interest. Traditional methods for object detection often relied on handcrafted features and rule-based algorithms. However, these approaches struggled to achieve satisfactory results in complex scenarios due to the inherent variability and diversity of real-world images. Deep learning algorithms, particularly convolutional neural networks (CNNs), have emerged as a powerful solution to address these challenges. Deep Learning Algorithms for Object Detection Convolutional neural networks have proven incredibly effective in jobs requiring object detection. In order to recognize intricate patterns and objects inside photos, they make use of their capacity to learn hierarchical features from raw pixel data automatically. The Single Shot Multibook Detector (SSD) and You Only Look Once (YOLO) are two of the most renowned deep learning algorithms that have been created expressly for object detection. Single Shot Multibook Detector (SSD) The SSD algorithm integrates object localization and classification into a single network architecture, enabling real-time object detection. It achieves this by leveraging feature maps at multiple scales to detect objects of different sizes. The network predicts a set of bounding boxes and their corresponding class probabilities at each scale. Non-maximum suppression is then applied to refine the final set of detections, eliminating redundant or overlapping bounding boxes. The SSD algorithm strikes a balance between accuracy and efficiency, making it well-suited for vision-based inspection systems where real-time performance is crucial. You Only Look Once (YOLO) The YOLO algorithm follows a different approach by framing object detection as a regression problem. Instead of using a sliding window or region proposal-based approach, YOLO divides the input image into a grid and predicts bounding boxes and class probabilities directly from each grid cell. This enables YOLO to achieve impressive real-time performance. However, YOLO may struggle with detecting small objects or objects in dense scenes due to the coarse grid used for predictions. Nonetheless, recent iterations of YOLO, such as YOLOv4 and YOLOv5, have made significant improvements in accuracy and robustness. Advantages of Deep Learning Algorithms for Object Detection Deep learning algorithms offer several advantages over traditional methods in the context of object detection for vision-based inspection. Let’s explore the various advantages in detail: End-to-End Learning Deep learning techniques do not require manual feature engineering because they learn features straight from the raw pixel data. They can adjust to various inspection circumstances and deal with changes in lighting, object orientation, and background clutter because of this end-to-end learning. Flexibility and Adaptability Deep learning algorithms can be trained on large datasets, allowing them to generalize well to unseen objects or anomalies. They can detect a wide range of object categories and adapt to new inspection requirements with additional training. Real-Time Performance Since real-time object detection is a requirement for vision-based inspection systems, algorithms like YOLO and SSD are perfect for the task. They speed up decision-making and cut down on inspection time, boosting output. Scale and Complexity Large-scale and complex datasets are handled expertly by deep learning systems. They enable thorough inspection and analysis of complicated industrial settings by processing enormous volumes of picture data effectively. Challenges and Considerations While deep learning algorithms have demonstrated impressive performance in object detection, several challenges and considerations should be considered. Let’s explore this in detail: Annotated Training Data Deep learning algorithms require large amounts of annotated training data to achieve optimal performance. This data must accurately represent the inspection scenario and include various object classes, orientations, and conditions. Annotating such data can be time-consuming and labor-intensive. Model Selection and Fine-tuning Choosing the right deep learning model and architecture is crucial. Different models have varying trade-offs between accuracy, speed, and resource requirements. Fine-tuning pre-trained models on specific inspection datasets can also enhance performance. Computational Resources Deep learning algorithms are computationally intensive and require significant computational resources, especially during training. GPUs or specialized hardware accelerators are often employed to speed up training and inference. Generalization and Robustness Ensuring that the trained models generalize well to unseen data and exhibit robustness against various environmental factors and object variations is essential. Data augmentation techniques and diverse training data can help address this challenge Applications of Object Detection in Vision-Based Inspection Deep learning-based object detection has found widespread applications in vision-based inspection across various industries. Let’s delve into the details: Conclusion Deep learning algorithms for object detection have revolutionized vision-based inspection systems, enabling accurate and efficient identification and classification of objects or anomalies within images or videos. Algorithms like SSD and YOLO have demonstrated impressive performance, striking a balance between accuracy and real-time processing. However, challenges such as annotated training data, model selection, and computational resources must be carefully considered. With their numerous advantages and applications across various industries, deep learning algorithms are poised to transform the field of object detection in vision-based inspection, driving advancements in automation, quality control, and security. Are you ready to revolutionize your vision-based inspection systems with state-of-the-art deep-learning algorithms for object detection? Partner with Prescient today and unlock the power of cutting-edge technology to enhance your inspection capabilities.
Read More
Vision-Based Inspection Technologies: A Comparison for Quality Control in Engineering
Table of content Introduction Vision-Based Inspection Technologies in Engineering Conclusion Introduction The engineering process includes quality control to ensure products adhere to established standards and requirements. Manual inspection is a common component of traditional quality control techniques, although it can be time-consuming, subjective, and prone to error. Vision-based inspection technologies have become effective instruments for quality control in engineering to get beyond these restrictions. To automate inspection chores and improve accuracy, these technologies make use of computer vision and image processing capabilities. In this article, various vision-based inspection technologies often used in engineering applications will be reviewed and contrasted. Vision-Based Inspection Technologies in Engineering Several vision-based inspection technologies are frequently used in engineering for quality assurance. Engineers can select the best choice for their quality control needs by being aware of these technologies. Let’s investigate in greater detail: Machine Vision Systems Machine vision systems are widely employed in quality control processes to automate inspection tasks. These systems consist of a combination of hardware components, such as cameras and lighting devices, and software algorithms that analyze the acquired images. Machine vision systems can detect defects, measure dimensions, and identify patterns or objects of interest. Advantages Limitations Deep Learning-Based Vision Systems Computer vision is just one of the many fields that have been transformed by deep learning, a branch of machine learning. Deep learning-based vision systems use multiple-layered neural networks to automatically identify information in images and make judgements. These systems have displayed astounding performance in jobs requiring flaw identification and object recognition. Advantages Limitations 3D Vision Systems 3D vision systems collect in-depth information in addition to visual appearance, whereas typical vision systems only work with 2D images. These systems provide a 3D image of the items under inspection using methods like stereo vision, structured light, or time-of-flight. When measuring measurements, checking surface profiles, or looking for faults based on depth information, 3D vision technologies are especially helpful. Advantages Limitations Limited field of view: 3D vision systems may have limitations in terms of the size and shape of objects they can accurately inspect. Hyperspectral Imaging Beyond what the human eye can see, hyperspectral imaging includes taking and analyzing pictures using a variety of wavelengths. With the help of this technique, thorough spectrum analysis of materials is possible, improving material identification, characterization, and fault detection. Advantages Limitations Thermal Imaging The temperature distribution of surfaces or objects is captured using infrared radiation in thermal imaging. It can be used for quality control to identify and monitor thermal abnormalities, overheating, and temperature variations in components or systems. Advantages Limitations Conclusion Vision-based inspection technologies offer significant advantages for quality control in engineering applications. The choice of technology depends on the specific requirements of the inspection task, considering factors such as inspection speed, accuracy, complexity, and cost. As these technologies continue to advance, they hold great potential for improving quality control processes in engineering and enhancing product reliability and customer satisfaction. Ready to enhance your quality control processes? Choose Prescient for advanced vision-based inspection technologies and achieve superior accuracy, efficiency, and reliability. Contact us today!
Read More
Implementing Vision-Based Inspection for Enhanced Quality Control in Your Operations
Table of Content Introduction Vision-Based Inspection: An Overview Benefits of Vision-Based Inspection Implementing Vision-Based Inspection Overcoming Challenges and Considerations Conclusion Introduction Success in today’s fiercely competitive corporate environment depends on upholding high standards. Traditional quality control techniques, however, can be laborious, time- consuming, and error-prone. Many organisations are using vision-based inspection technologies to improve their quality control procedures to overcome these obstacles. These systems benefit from cutting-edge imaging technology, including increased accuracy, efficacy, and efficiency. In this article, let us examine the idea of a vision-based Inspection System and discuss how implementing it may completely transform your business’s quality control. Vision-Based Inspection: An Overview Machine vision inspection, sometimes called vision-based inspection, is a form of automated product or process inspection that uses cameras and image-processing software. It entails taking pictures or recordings of things or actions and analysing them to find flaws, gauge measurements, or confirm adherence to predetermined criteria. A vision-based inspection system’s essential elements typically include cameras, lighting setups, image acquisition tools, and strong software algorithms. Depending on the organisation’s particular needs, these systems can be incorporated into production lines or used in standalone configurations. Benefits of Vision-Based Inspection The method of quality control carried out has changed dramatically due to the integration of cutting-edge technologies into numerous industrial processes. One such innovative technology that uses image processing and computer vision algorithms to guarantee impeccable product quality is vision-based inspection. Read on to explore the benefits of vision-based inspection in your operations: Improved Accuracy More minor flaws or deviations that may be difficult for human inspectors to see can be found in vision-based inspection systems. These technologies deliver constant and extremely precise results by removing the subjectivity of human judgement, which lowers the possibility of product flaws making it to market. Increased Efficiency Efficiency can be considerably increased by automating the inspection procedure with vision-based solutions. These machines can work quickly and attentively while doing repeated activities like product inspection. They can spot flaws or anomalies rapidly, enabling quick corrective action and minimising downtime. Cost-Effectiveness Vision-based inspection systems may require substantial initial investment but can save money over time. Organisations can save personnel expenses and redirect resources to other important areas by reducing the time humans spend performing inspection duties. These technologies can also aid in avoiding pricey recalls, warranty claims, and consumer unhappiness brought on by inferior goods. Flexibility and Adaptability Vision-based inspection systems are simple to configure and programme to accommodate shifting production demands. They can handle a variety of products and simultaneously check several quality criteria, including size, colour, shape, and texture. They are appropriate for various industries thanks to their adaptability, including the automotive, pharmaceutical, electronic, and food processing sectors. Implementing Vision-Based Inspection Organisations can detect faults, spot abnormalities, and guarantee strict adherence to specifications with the utmost precision by implementing vision-based inspection. Are you prepared to advance your quality control procedures? To successfully deploy vision-based inspection in your organisation, follow these procedures and factors. Define Inspection Requirements Define the quality criteria that must be checked, such as surface imperfections, dimensional accuracy, or the presence or absence of particular features. Identify the allowable tolerances and create a thorough list of inspection requirements. Choose the Right Equipment Accurate and dependable results depend on choosing the right cameras, lighting setups, and picture processing programmes. Consider elements like resolution, the field of view, lighting, and the capability to handle a range of product sizes and forms. System Integration Ensure that the vision-based inspection system is seamlessly integrated into your production line or process. Work together with skilled engineers or system integrators to create a reliable setup that seamlessly connects to other equipment and control systems. Training and Validation To properly manage and maintain the system, train your team. You can confirm the system’s performance by thoroughly testing, verifying, and comparing results to recognised standards or reference samples. Continuous Improvement Vision-based inspection systems are simple to configure and programme to accommodate shifting production demands. They can handle a variety of products and simultaneously check several quality criteria, including size, colour, shape, and texture. They are appropriate for various industries thanks to their adaptability, including the automotive, pharmaceutical, electronic, and food processing sectors. Overcoming Challenges and Considerations Although vision-based inspection has many advantages, it is important to be aware of the difficulties and factors involved. These issues must be addressed for implementation to be effective. Continue reading to learn important tips and techniques for overcoming obstacles and boosting your vision-based inspection system’s efficiency. Lighting Conditions The right lighting is essential for taking high-quality pictures and getting precise inspection results. Ensure the lighting configuration can account for changes in ambient lighting conditions and is optimised for the particular needs of your inspection duties. Complex or Variable Products To conduct the inspection process properly, your company may need sophisticated settings and algorithms if it works with complicated products or those with notable aesthetic variances. Work with vision-based inspection specialists to provide custom solutions for your particular product difficulties. System Maintenance and Calibration The system must have regular calibration and maintenance to function at its best. Dust, vibrations, and temperature changes can compromise the system's precision and dependability. Create a maintenance programme and perform routine calibrations to guarantee reliable results. Integration with Existing Processes Changing or modifying existing manufacturing lines or processes to integrate vision-based inspection technologies could be necessary. Work with engineers and the appropriate stakeholders to guarantee seamless integration and reduce operational disruption. Conclusion Vision-based inspection systems have revolutionised quality control procedures because they improve accuracy, efficiency, and cost-effectiveness. Organisations can accurately detect faults, measure dimensions, and verify compliance by utilising modern imaging technologies. A vision-based inspection system must be carefully planned, including defining inspection needs, choosing the right tools, integrating the system, and offering training and validation. To maximise results, it is crucial to regularly assess and enhance the system’s performance. Despite potential difficulties like poor illumination or intricate product differences, these problems can be solved by working with specialists and spending money on maintenance and calibration. By adopting vision-based inspection, organisations may improve
Read More
Vision-Based Inspection’s Impact on the Future of Manufacturing: Embracing Automation
Table of content Introduction Evolution of Vision-Based Inspection Benefits of Vision-Based Inspection in Manufacturing Applications of Vision-Based Inspection in Manufacturing Challenges and Considerations Overcoming Resistance to Automation The Future of Manufacturing and Vision-Based Inspection Conclusion Introduction Quality control is essential in the quick-paced manufacturing industry for maintaining product uniformity and customer satisfaction. In the past, human inspectors have been used to find flaws and guarantee product integrity. On the other hand, a vision-based inspection system has become a game-changer in the manufacturing sector due to the development of modern technology. These systems are revolutionising quality control by improving accuracy, efficiency, and productivity using artificial intelligence (AI) and machine vision. The future of manufacturing is examined in this article, focusing on the importance of enterprises adopting automation. Evolution of Vision-Based Inspection Improvements have greatly influenced the development of vision-based inspection in processing power, AI algorithms, and high-resolution cameras. These systems were first restricted to basic operations like barcode reading and presence detection. Benefits of Vision-Based Inspection in Manufacturing KBE systems depend heavily on artificial intelligence, especially machine learning, which enables them to learn from data, spot patterns, and make wise decisions. Here are a few ways that AI and machine learning, through KBE, are revolutionising engineering design: Human inspectors are prone to mistakes and weariness, resulting in inconsistent fault identification and upholding quality standards. Conversely, vision-based inspection technologies provide unmatched accuracy and consistency in spotting even the smallest discrepancies. These systems are trained to identify particular patterns, characteristics, or flaws, ensuring the inspection process is impartial and trustworthy. Human inspectors’ time-consuming and repetitive responsibilities are eliminated by automation using vision-based inspection. The devices can fast process Large volumes of products, and instantaneous inspection findings can be obtained. This higher productivity, shortened lead times, and eventually cost savings for manufacturers result from increased speed and efficiency. By requiring less labour, vision-based inspection solutions assist with the expenses associated with manual inspections. Additionally, they make it possible for producers to find and fix problems at an earlier production stage by enabling early defect identification. These methods reduce scrap, rework, and customer returns, which cuts waste and improves overall operating efficiency. Applications of Vision-Based Inspection in Manufacturing Utilise Knowledge-Based Engineering (KBE)’s (amazing) AI capabilities to accelerate your engineering design process. Bid adieu to manual labour and welcome greater productivity, exactitude, cost savings, and a spurt of invention. Let’s explore the fascinating advantages that AI offers KBE: AI systems can precisely analyse massive amounts of data, which lowers the likelihood of human error. This reduces the possibility of expensive design faults and results in more detailed designs. Vision-based inspection systems can validate proper component alignment and positioning in intricate manufacturing lines. To ensure exact assembly and lower the possibility of defective or out- of-place items, they can compare acquired photos against predetermined templates. Early detection of faults allows producers to avoid problems later on and enhance overall product quality. Alphanumeric characters like serial numbers, labels, or codes can be read and verified using vision-based inspection systems with OCR capabilities. This technology makes Effective traceability possible throughout the supply chain and industrial processes. OCR-based inspections improve regulatory compliance, eliminate counterfeiting, and ease inventory management. Challenges and Considerations Although vision-based inspection systems have several benefits for production, they are difficult to implement. To achieve successful integration and ideal results, these elements must be addressed. Let’s examine the difficulties and vital elements to consider while implementing vision-based manufacturing inspection. Careful integration with the current manufacturing processes is necessary before using vision-based inspection systems. Compatibility with communication protocols, software, and hardware must be considered to ensure smooth operation. Manufacturers must choose simple solutions to incorporate into their current infrastructure and carefully plan the deployment process. Vision-based inspection systems generate Massive volumes of data from photos and videos. This data must be managed and analysed effectively for meaningful insights to be obtained and production processes optimised. Manufacturers should invest significantly in reliable data management systems and use data analytics technologies to extract useful information from inspection data. Vision-based inspection systems need frequent maintenance and training to operate at their best. A wide variety of product samples and defect types must be used to train the AI algorithms to identify and classify defects accurately. Additionally, producers must set up maintenance procedures to guarantee the systems’ dependability and endurance. Overcoming Resistance to Automation Although there is no denying the advantages of vision-based inspection systems, some manufacturers could be reluctant to adopt automation due to worries about job loss and up-front expenditures. It is crucial to understand that automation does not always imply the replacement of human labour. Instead, it enables them to concentrate on higher-value duties like inspecting inspection data, streamlining processes, and enhancing quality. Furthermore, long-term cost savings and increased productivity can benefit more than the initial investment in vision-based inspection equipment. When weighing the deployment of these technologies, manufacturers should consider the return on investment (ROI) and potential competitive advantages. The Future of Manufacturing and Vision-Based Inspection Automation is the key to the success of manufacturing in the future, and vision-based inspection is leading this change. These systems will grow more potent, precise, and adaptable as technology develops. The effectiveness and capacities of vision-based inspection in manufacturing will be further improved by integration with other developing technologies, including robotics, the Internet of Things (IoT), and augmented reality. Vision-based inspection technologies will maintain product quality and reduce environmental impact as the industry prioritises sustainability and waste reduction. Manufacturers may reduce waste and help create a more sustainable manufacturing ecosystem by identifying problems early in production. Conclusion The manufacturing sector is changing because vision-based inspection systems offer precise, effective, and reasonably priced quality control solutions. By embracing automation, manufacturers can obtain greater precision, increased efficiency, and lower costs. By utilising AI and machine vision technologies, businesses can streamline processes, enhance product quality, and gain a competitive edge in the global market. Ready to revolutionise your manufacturing processes with the vision-based inspection? Contact Prescient today to unlock the power of automation, accuracy, and efficiency in quality control.
Read More
Challenges and Solutions: Overcoming Limitations in Vision-Based Inspection
Table of Content Introduction Overcoming Limitations in Vision-Based Inspection Conclusion Introduction The vision-based inspection system is a fast-evolving technology critical in various industries, including manufacturing, robotics, and quality control. Cameras and computer vision algorithms detect faults, measure dimensions, and assure product quality. While vision-based inspection has many advantages, it has some drawbacks that must be addressed to improve effectiveness. In this article, let us examine the main issues that vision-based inspection faces and potential solutions to these limits. Companies can maximise the benefits of this technology and ensure accurate and efficient quality assurance by addressing these challenges immediately. Overcoming Limitations in Vision-Based Inspection In this section, you will discover the limitations of vision-based inspection and explore viable alternatives. By understanding these challenges, you can identify opportunities to enhance your inspection processes, improve accuracy, and streamline operations for better quality control.So get ready to delve into the capabilities of vision-based inspection systems and how they can benefit your organisation. Get ready to uncover valuable insights and find innovative solutions to optimise your inspection practices. The variation in lighting conditions is one of the main difficulties in vision-based inspection. The effectiveness of image analysis and flaw identification systems can be severely impacted by inconsistent or bad lighting. Shows, reflections, and uneven lighting can obscure details, resulting in false positives or overlooked faults. Additionally, different locations and workstations could have varied lighting configurations, making maintaining constant circumstances difficult. Solution: Implementing suitable lighting solutions is essential to resolving this issue. Shadows and reflections can be reduced using homogeneous, diffused lighting sources, ensuring uniform illumination throughout the examination area. Methods like backlighting or numerous light sources can also assist in highlighting small flaws and improve the contrast between the object and its surroundings. Due to elements like colour, texture, or surface quality, vision-based inspection systems frequently observe variances in the look of products. Establishing reliable inspection algorithms that canprecisely detect flaws or anomalies across several product batches or variants might be challenging due to these variances. Solution: Adaptive algorithms that can change in response to changing conditions must be developed to combat product appearance’s unpredictability. Deep learning and neural networks are two examples of machine learning algorithms that can be trained on various datasets that include many product variations. By utilising these methods, the inspection system can develop the ability to recognise flaws based on underlying patterns instead of just using predetermined thresholds, increasing the detection system's adaptability and accuracy. Vision-based inspection is frequently used in industrial settings, where fast production lines and high throughput are essential. However, analysing and processing images in real-time might be difficult regarding latency and speed. The high-speed production rates may make it difficult for conventional vision-based inspection systems to keep up, which could result in bottlenecks and decreased productivity. Solution: Utilising cutting-edge hardware and software solutions is essential to addressing speed and throughput limits. Real-time analysis is made possible by high-performance computing systems, such as GPUs (Graphics Processing Units) or FPGAs (Field-Programmable Gate Arrays). Additionally, utilising parallel processing techniques and optimising algorithms can increase inspection speed overall, making seamless integration into high-speed manufacturing lines possible. Occlusion can provide a substantial difficulty for vision-based inspection systems when objects have complicated internal components or intricate forms. It is difficult to perform a thorough and accurate inspection when portions of the object or elements of interest are obscured or restrict the camera's vision. Solution: Several cameras or alternative imaging methods are necessary to overcome occlusion. Multi-camera setups can offer various viewpoints, enabling the restoration of obscured areas or the simultaneous capture of many views. As an alternative, realistic representations of complicated geometry can be created using 3D imaging techniques like structured light or depth sensing, enabling thorough examinations even in the face of occlusion. Vision-based inspection systems’ extensive capabilities make them appropriate for various industries and applications. These systems can inspect various product characteristics, such as dimensions, colours, forms, textures, surface flaws, and intricate patterns. They can be taught to recognise and categorise problems using machine learning techniques by specified standards. Due to its adaptability, the system can be used by enterprises to easily accommodate new goods or manufacturing lines and various quality control requirements. Dust, grime, vibrations, and temperature changes are a few environmental elements that might impact vision-based inspection systems. These elements may contribute noise to the collected images, resulting in inaccurate or misleading detections. Contaminants or certain operating circumstances can pose serious problems in some industries, such as the production of automobiles or electronics. Solution: Numerous actions can be performed to lessen the effects of environmental interference.First, following the right cleaning and maintenance procedures for cameras and lenses can aid in preventing the accumulation of dust or grime that could impair image quality. Further reducing the ingress of contaminants can be accomplished by enclosing the inspection area or employing safety precautions like air curtains or filters. Integrating vision-based inspection systems with current manufacturing lines or quality control procedures might be challenging. The lack of seamless integration of vision-based inspection technologies into legacy systems or equipment can frequently cause workflow disruptions or compatibility problems. Solution: An in-depth analysis of the current infrastructure is essential before incorporating vision-based inspection technologies. Consideration should be given to compatibility with the current hardware and software elements, and if necessary, the appropriate upgrades or modifications should be implemented. Collaboration with system integrators or automation specialists can offer insightful information and guarantee a seamless integration procedure. Open communication standards and protocols can also promote interoperability across various parts and systems, simplifying integration. Conclusion A vision-based inspection system is useful for guaranteeing quality control and detecting flaws in various sectors. To maximise the usefulness of this technology, however, it is critical to solve its obstacles and limitations. Vision-based inspection restrictions can be overcome by implementing suitable lighting, adaptive algorithms, high-performance computation, multi-camera setups, environmental controls, and seamless integration. Continuous research, development, and collaboration between industry experts and technology providers are critical to driving innovation and improving the capabilities of vision-based inspection systems, making them important in modern manufacturing and quality assurance processes. Ready
Read More
Advantages of Vision-Based Inspection Systems: Enhancing Efficiency and Accuracy
Table of Content Introduction Vision-Based Inspection Systems’ Benefits Conclusion Introduction High-quality control standards must be upheld for firms to succeed in today’s quickly changing industrial world. Vision-based inspection systems are a valuable tool for increasing productivity and accuracy in several industries. These systems offer many benefits over conventional inspection techniques because of artificial intelligence and modern image technologies. This article will examine the advantages of a vision-based inspection system and how it can streamline operations, enhance product quality, and cut costs. Vision-Based Inspection Systems’ Benefits Vision-based inspection systems have revolutionised quality control procedures, which have given companies a solid tool to increase productivity and accuracy. Let’s explore the benefits these systems offer companies in various industries. The ability to deliver unmatched precision and accuracy is one of the main benefits of vision-based inspection systems. These systems can find even the smallest item flaws or abnormalities because they use high-resolution cameras and advanced image-processing algorithms Vision-based systems continually give trustworthy findings, ensuring that all quality requirements are met, in contrast to human inspectors vulnerable to exhaustion and subjectivity. This accuracy reduces the possibility that defective items will reach the market but also aids in locating process inefficiencies and prospective growth areas. Regarding efficiency and speed, vision-based inspection technologies vastly surpass manual inspection procedures. Traditional techniques, including spot checks or human visual examination, take time and labour. On the other hand, systems based on vision can quickly collect, process, and analyse massive amounts of data in real-time. As a result, producers may carry out inspections quickly without sacrificing precision. These systems move quickly, which results in more output, less downtime, and quicker product time to market. Vision-based inspection systems’ extensive capabilities make them appropriate for various industries and applications. These systems can inspect various product characteristics, such as dimensions, colours, forms, textures, surface flaws, and intricate patterns. They can be taught to recognise and categorise problems using machine learning techniques by specified standards. Due to its adaptability, the system can be used by enterprises to easily accommodate new goods or manufacturing lines and various quality control requirements. By implementing vision-based inspection systems, companies can improve production control and optimisation by gaining insightful knowledge of manufacturing processes. By continuously monitoring the production line, these systems can recognise trends, deviations, or abnormalities that may impact product quality. Because operators may make corrections right away, this real-time feedback reduces waste, rework, and scrap. The information gathered through vision-based inspections can also be used to conduct root-cause analysis, which will help to optimise processes and raise the overall quality. Vision-based inspection systems give a large return on investment (ROI) over the long term, even though initial implementation costs may be a worry. Businesses can prevent financial losses linked to quality problems by limiting the frequency of defective items and the cost of recalls. Additionally, the increased productivity and efficiency made possible by these systems result in higher throughput and lower labour costs. As a result, the entire cost of quality is reduced, improving profitability and giving a company a competitive advantage. Vision-based inspection systems are essential in sectors with high regulatory standards for compliance. These systems can be programmed to recognise products that don’t comply with regulations, bad labelling, or inconsistent packaging. They reduce the possibility of regulatory penalties and legal liabilities by automatically rejecting defective items, thus preventing non-conforming products from reaching customers. Additionally, vision-based inspection systems make reporting compliance and conducting regulatory audits easier since they give thorough documentation and an audit trail. Systems for visual inspection are made to connect easily to current manufacturing lines or automated systems. They can be simply coupled with other quality control systems, such as robotics, to build a unified and effective production ecosystem. Additionally, these systems provide customisation and adaptability flexibility, and they can be modified to meet certain industry standards, product needs, and inspection standards. Algorithms in the programme can be adjusted and updated to consider modifications to production procedures or changing quality standards. Thanks to this flexibility, businesses can scale their operations, adopt new product variations, and maintain an edge in a competitive market climate. Vision-based inspection systems are essential in sectors with high regulatory standards for compliance. These systems can be programmed to recognise products that don’t comply with regulations, bad labelling, or inconsistent packaging. They reduce the possibility of regulatory penalties and legal liabilities by automatically rejecting defective items, thus preventing non-conforming products from reaching customers. Additionally, vision-based inspection systems make reporting compliance and conducting regulatory audits easier since they give thorough documentation and an audit trail. Vision-based inspection systems provide continuous quality assurance and real-time monitoring throughout the production process. Thanks to this proactive strategy, businesses may discover and address any quality concerns early on, avoiding more serious issues. Operators can respond quickly to real-time alerts and notifications, upholding quality requirements. Businesses may limit the impact on production timelines, reduce rework, and preserve customer satisfaction by quickly identifying deviations or abnormalities. Implementing vision-based inspection systems can give businesses a considerable competitive advantage. Businesses can establish a reputation for dependability by continuously producing high-quality goods. This increases client loyalty and trust. Furthermore, quickly identifying and fixing quality problems helps avoid product recalls, bad customer experiences, and brand reputational harm. A solid brand reputation built on exceptional product quality facilitates long-term success and market distinctiveness. Conclusion Many industries have experienced a revolution in quality control thanks to vision-based inspection technologies. Numerous advantages over conventional procedures can be found in their increased efficiency and accuracy and their capacity to do extensive inspections. Business operations may be streamlined, quality control can be optimised, and organisations can gain a competitive edge in today’s fast-paced and quality-driven market climate by utilising modern imaging technology and artificial intelligence. Ready to use a vision-based inspection system to transform your quality control processes? Get in contact with us right now to learn more about how Prescient’s cutting-edge solutions help raise productivity, accuracy, and operational excellence overall.
Read More
8 Phases of New Product Development
Table of content Ideating or initial ideas Idea screening Concept design & development Business analysis Modeling Test marketing New product launch Difference between New Product Development & Industrial Design You are a seasoned design professional or a talented individual with a great idea and an impeccable design. But you don’t know how to push your idea to life. There are more foundational aspects to a great product, which finally work upon each other to build excellent output. To stay ahead of competitors and to changing market demands, companies need a continuous barrage of new ideas and designs which need to be converted into a tangible products. Success is the prime end game of this business; failure is a no-go zone, especially when odds are at stake against you. Errors and mistakes are unwelcomed in this game; hence there is a proven road for companies to consider when deciding on creating a new product. This blueprint for a new product lays down a systematic, customer-driven new product development process that ensures an orderly progression, as shown below. This section outlines and explores the various early stages of the industrial design process that a product goes through. It does serve as a reasonable account of the overall and general product design process. Ideating or initial ideas Before any design work can begin on a product, there must first be a definition of what the product or product line might be. It involves relentless brainstorming for a skeletal model keeping its usability, aesthetics, and target market in mind. The idea’s genesis can be due to many factors such as: Idea screening An idea can be excellent, good, moderate, or very bad. Once a suitable product opportunity has been identified, a specification document or design brief is created to define the product. It is usually made by a company’s higher management, who’ll have access to information, such as budgeting and buyer/seller feedback. This step involves filtering out the reasonable and feasible ideas which maintain the technical integrity while staying within realistic cost expectations. Features such as a mechanical specification or a reference to an existing invention the product might be based upon are outlined. Expectations uses and underlying intelligence associated with the product are also included. Electronics may also be mentioned, including sounds, lights, sensors, and other specific inputs, such as colors and new materials. Finally, a few reference sketches or photo images can be added to convey a possible direction. Concept design & development All ideas that pass through the screening stage are turned into concepts for testing purposes. A concept is a detailed strategy or blueprint version of the idea. In most companies, designers work up a design brief or product specification that guides their designs. It’s the designer’s role to make these ideas a reality. A professional designer can provide a large variety of designs quickly and efficiently. Many people can draw one or two ideas, but when asked to elaborate, they often fall short. What separates the true design professional is the depth and breadth of their presented ideas and vision clearly and concisely. Concept design generally means using hand-drawn or digital sketches to convey what’s in a designer’s mind onto paper or a screen. Business analysis Once the company has finalized the product outline and marketing strategy, it has to conduct a business evaluation to assess the alluring factor of the proposed new product. It requires a business analysis that involves sales, costs, and profit projections to find the potential success of the new product. Detailed business analysis is needed to determine the feasibility of the product. This stage determines whether the product is commercially profitable or not, whether it will have a regular or seasonal demand and the possibility of it being in the market for the long run. Companies look into sales history, analyze changing market trends, and study target market demands to ascertain a probable demand forecast for the product. Keep in mind that customer perspective and feedback is essential than a company’s perspective of the product. Modeling With the help of 3D modeling software (CAD – Computer Aided Design), the ideas/concept is rendered a shape, thereby creating a 3D model. The technical and engineering team has the biggest workload during this phase. These 3D models will often show problematic areas where the theoretical stresses and strains on the product to be developed will be exposed. If any problem persists, it is the best phase of product development to handle the design errors and devise modifications to address them. Prototyping & pilot runs (preliminary design stage) In this stage, prototypes are built and tested after several iterations, and a pilot run of the manufacturing process is conducted. This stage involves creating rapid prototypes for a concept deemed to have business relevance and value. Prototype means a ‘quick and dirty’ model rather than a refined one that will be tested and marketed later. Adjustments are carried out as required before finalizing the design. Test marketing Apart from continuously testing the product for performance, market testing is also carried out to check the acceptability of the product in the defined market and customer group. It is usually performed by introducing the new product on a very small scale to check if there are any shortcomings. It helps to know in advance whether the customer will accept and buy this product on launching in the market. Test marketing is a powerful tool indeed. New product launch This is the final stage in which the product is introduced to the target market. Production starts at a relatively low volume level as the company develops confidence in its ability to execute production consistently and market abilities to sell the product. Product manufacturing expenses depend on the product’s density if there are numerous parts, material selection, etc. The organization must equip its sales and customer service entities to address and handle queries. Product advertisements, website pages, press releases, and e-mail communications are kept on standby on the launching day. Difference between
Read More
Image Processing Algorithms
Table of content Types of Image Processing Algorithms Image processing is the process of enhancing and extracting useful information from images. Images are treated as two-dimensional signals and inputs to this process are a photograph or video section. The input is an image, and the output may be an improved image or characteristics/features associated with the same. There are many ways to process an image, but they all follow a similar pattern. First, an image’s red, green, and blue intensities are extracted. A new pixel is created from these intensities and inserted into a new, empty image at the same location as the original. In addition, gray scale pixels are created by averaging the intensities of all pixels. Afterward, they can be converted to black or white by using a threshold. It is essential to know that image processing algorithms have the most significant role in digital image processing. Developers have been using and implementing multiple image processing algorithms to solve various tasks, including digital image detection, image analysis, image reconstruction, image restoration, image enhancement, image data compression, spectral image estimation, and image estimation. Sometimes, the algorithms can be straight off the book or a more customized amalgamated version of several algorithm functions. In the case of full image capture, image processing algorithms are generally classified into: Types of Image Processing Algorithms There are different types of image processing algorithms. The techniques used to process images are image generation and image analysis. The basic idea behind this is converting an image from its original form into a digital image with a uniform layout. Some of the conventional image processing algorithms are as follows: Contrast Enhancement algorithm Dithering and half-toning algorithm Dithering and half-toning include the following: Elser difference-map algorithm It is a search algorithm used for general constraint satisfaction problems. It was used initially for X- Ray diffraction microscopy. Feature detection algorithm Feature detection algorithm consists of: Blind deconvolution algorithm: Like Richardson–Lucy deconvolution algorithm, it is an image de- blurring algorithm when the point spread function is unknown. Seam carving algorithm: The seam carving algorithm is a content-aware image resizing algorithm. Segmentation algorithm: This particular algorithm parts a digital image into two or more regions. It consists of: It is to note that apart from the algorithms mentioned above, industries also create customized algorithms to address their needs. They can be right from scratch or a combination of various algorithmic functions. It is safe to say that with the evolution of computer technology, image processing algorithms have provided sufficient opportunities for multiple researchers and developers to investigate, classify, characterize, and analyze various hordes of images.
Read More
Optimization Problems – Linear Programming and Quadratic Programming
Students learn about optimization problems when they are given a problem to solve. Essentially, they are given a function that must be maximized or minimized. They use Calculus tools to find the critical points, which determine whether the function is a maximum or minimum. For example, they need to select the dimensions of a cylindrical can to hold V cm of liquid while having a diameter of 355 cm. Students must also consider the cost of metal and determine the dimensions that would maximize this function while minimizing the metal used in the can. Students usually start by sketching out situations, then use this knowledge to find the best solution. There are different types of optimization problems. A few simple ones do not require formal optimization, such as problems with apparent answers or with no decision variables. But in most cases, a mathematical solution is necessary, and the goal is to achieve optimal results. Most problems require some form of optimization. The objective is to reduce a problem’s cost and minimize the risk. It can also be multi-objective and involve several decisions. Linear Programming In linear programming (LP) problems, the objective and all of the constraints are linear functions of the decision variables. As all linear functions are convex, solving Linear programming problems is innately easier than non- linear problems. The problem posed in a linear program is called a linear programming problem. This type of problem has a set of constraints, typically inequalities. In some cases, the constraint may be a mixture of both types. The problem’s variables are Z, the objective function, and x, the decision vector. The constraints are defined by the formula gj(x), hj(x), and lj(x). The number of constraints is m1, and a linear program obtains the solution. The most straightforward linear programs have hundreds or thousands of variables. The smallest integer programs, by contrast, have hundreds of variables. A Pentium-based PC is a good choice when performing linear programming. A Unix workstation will do the same task. Similarly, a Psion- based computer is an excellent choice for integer programming. The problem-solving capabilities of linear programs are enormous, and the number of applications is growing by the minute. Another type of linear programming is the “barrier method,” which involves visiting points located in the interior of the feasible region. Both interior-point and barrier methods have been around for some time. The interior-point method is derived from nonlinear programming techniques developed in the 1960s. They were popularized by Fiacco and McCormick and first applied to linear programming in 1984. Quadratic Programming In the quadratic programming (QP) problem, the objective is a quadratic function of the decision variables, and the constraints are all linear functions of the variables. A widely used Quadratic Programming problem is the Markowitz mean-variance portfolio optimization problem. The objective is the portfolio variance, and the linear constraints dictate a lower bound for portfolio return. The term quadratic programming is a generalization of the concept of linear least squares. It is often used to denote a method for solving the quadratic equation. There are many ways to solve quadratic equations. In this article, we will discuss two popular methods. The first method is known as linear programming and is used in solving problems involving the least squares. The second method is known as modified-simplex and is used to solve nonlinear optimization problems. The second method, sequential quadratic programming, is used to solve more complex NLPs. The former involves solving individual QP subproblems and using an algorithm that combines them to solve more complicated problems. Sequential quadratic programming can solve problems with more than one objective function and be used in finance, statistics, and chemical production. A sequential quadratic programming algorithm variation is known as parallel-quadratic programming, which involves solving multiple-objective quadratic-linear problems simultaneously. Sequential quadratic programming (SQP) became popular in the late 1970s and has evolved into numerous specific algorithms. The methods are based on solid theoretical foundations and are used to solve numerous practical problems. Many large-scale versions of SQP have been tested and have shown promising results. If you are interested in learning more about numerical algorithms and optimization, this book is for you. It will teach you everything you need to know about this technique. To optimize a system, a mathematical model must be developed. The solution obtained should be an actual solution to the system’s problem. The degree of model representation determines how effective optimization techniques are. You can also find many examples of successful optimization projects on YouTube. It’s also a good idea to read books on quantitative optimization. It will help you decide which method is best for your particular situation.
Read More