
Overcoming Challenges: Implementing a Successful Digital Factory Strategy
Table of content Legacy System IntegrationData Management and InteroperabilityWorkforce Transformation and Skills GapCybersecurity and Data PrivacyEnsuring Return on InvestmentChange Management and Organizational Alignment Conclusion The digital factory has become a potent force for operational excellence, efficiency, and innovation in today’s quickly changing manufacturing market. The prospects for manufacturers are enormous because of the integration of cutting-edge technologies, automation, and data-driven processes in digital factories. A successful digital industrial plan can be difficult to implement, though. This article examines the main obstacles businesses experience while adopting and implementing digital manufacturing methods and offers suggestions on how this goal can be accomplished. Manufacturers may fully utilize the capabilities of digital factories and promote sustainable growth in the digital era by comprehending and addressing these problems. Legacy System Integration Integrating old systems with new technology and processes is one of the key difficulties in putting a successful digital factory plan into practice. Existing systems in many manufacturing businesses, such as ERP, MES, and machine control systems, are not built to communicate easily with digital technology. Integration of legacy systems necessitates thorough planning, assessment, and perhaps a phased approach. It is essential to outline the shortcomings and loopholes in the current systems and assess how well they work with emerging digital technologies. To achieve a seamless transition and reduce operational disruptions, a defined plan for integration that addresses data transfer, system compatibility, and process redesign is important. Data Management and Interoperability Data management and interoperability present significant challenges in the implementation of a digital factory strategy. Digital factories generate vast amounts of data from various sources, including sensors, machines, and other connected devices. Managing and harnessing this data effectively is crucial for deriving meaningful insights and driving data-driven decision-making. Manufacturers must create strong data governance frameworks in order to address data management difficulties. For this, it is necessary to specify data standards, data ownership, data security procedures, and data integration tactics. Adopting industry standards, such as the Manufacturing Enterprise Solutions Association’s (MESA) models or the Industrial Internet Consortium’s Reference Architecture (IIoT RA), can help with data transmission and interoperability across various systems. Another crucial step is to put in place a strong data analytics infrastructure. This entails using cutting-edge analytics tools, cloud-based platforms, and machine learning algorithms to examine and extract useful insights from the enormous volume of data generated in the digital factory. In order to guarantee data reliability, precision, and consistency, manufacturers also need to invest in data quality assurance procedures. Workforce Transformation and Skills Gap Digital factories need knowledgeable and flexible staff who can use new technologies, analyze data, and work in cross-functional teams. But closing the skills gap and modernizing the workforce presents a substantial obstacle to implementing a digital industrial strategy. Manufacturers should prioritize worker development and upskilling projects to overcome this issue. This includes funding training initiatives emphasizing data analytics, automation, digital literacy, and group problem-solving. Manufacturers can empower their employees to adopt digital technology, adjust to new roles and responsibilities, and drive digital transformation by giving them the skills and knowledge they need. A culture of creativity and constant learning must also be promoted. Manufacturers ought to foster a culture that values experimentation, knowledge exchange, and cross-functional cooperation. A culture of innovation can be cultivated, and staff members can be assisted in adapting to the evolving digital landscape by adopting a growth mindset and offering continuing assistance and mentorship. Cybersecurity and Data Privacy Implementing a digital manufacturing plan is significantly hampered by cybersecurity and data privacy issues due to our growing interconnectedness and reliance on digital technologies. Cyber dangers like data breaches, ransomware attacks, and intellectual property theft might strike digital factories. Manufacturers must prioritize effective cybersecurity measures to reduce cybersecurity risks. Strong access controls, encryption techniques, network security, and intrusion detection systems should all be put in place. Regular security audits, vulnerability assessments, and employee awareness training are also crucial to maintain a proactive and alert security posture. Data security, adherence to laws like the General Data Protection Regulation (GDPR), and industry-specific standards are also essential. Manufacturers are required to provide clear data privacy rules, ensure the security of data transmission and storage, and get consent for data gathering. Data protection measures are interwoven into the fabric of the digital factory strategy when privacy-by-design concepts are used. Ensuring Return on Investment Investing in digital factory technologies and infrastructure requires substantial financial resources. Organizations must carefully evaluate and plan their investments to ensure a positive Return on Investment (ROI). Demonstrating the value and benefits of digital factories is crucial for securing executive support and funding. To maximize ROI, organizations should conduct a comprehensive cost-benefit analysis, considering factors such as increased productivity, reduced downtime, improved quality, and operational efficiencies. Developing a clear business case, setting measurable goals, and establishing Key Performance Indicators (KPIs) will help track progress and reflect the impact of digitalization on the bottom line. Change Management and Organizational Alignment Change management and organizational alignment are critical aspects of implementing a successful digital factory strategy. The adoption of digital technologies and new ways of working can disrupt established workflows and create resistance within an organization. Therefore, effective change management is crucial to ensure a smooth transition and employee buy-in. In order to align and transform an organization, leadership is essential. It is crucial to explain the goals and advantages of digital manufacturing to employees, answering any doubts or worries they may have. Organizations may establish a setting that welcomes change and promotes innovation by fostering a culture of openness, collaboration, and continual learning. Furthermore, involving employees in the decision-making process and soliciting their feedback can generate a sense of ownership and commitment to the digital factory strategy. Regular communication, training, and coaching sessions help employees understand the value of digitalization and how it aligns with the organization’s goals and objectives. Conclusion Implementing a successful digital factory strategy is a complex undertaking, but the rewards are significant. By addressing key challenges, manufacturers can unlock the full potential of digital factories. Embracing a holistic approach that encompasses
Read More
Sustainable Manufacturing: How Digital Factories Contribute to Environmental Conservation
Table of content Digital Factories: Pioneering Sustainable Manufacturing Practices Energy Efficiency and Resource OptimizationEmission Reduction and Environmental ImpactWaste Reduction and RecyclingLife Cycle Assessment and Sustainable Product DesignRemote Monitoring and Predictive Maintenance Conclusion The industrial sector is undergoing a fundamental change as it moves towards sustainable practices at a time when environmental sustainability has assumed great importance. A digital factory, which harnesses cutting-edge technologies and data-driven processes to pioneer a greener future, is at the forefront of this transition. The manufacturing landscape is changing as a result of digital factories’ continuous dedication to environmental preservation. These factories not only contribute to a more sustainable earth through energy efficiency, emission reduction, waste management, and sustainable product design but also promote operational excellence and cost savings. Join us on this journey, where we explore how digital factories are revolutionizing manufacturing while making substantial contributions to environmental preservation. Digital Factories: Pioneering Sustainable Manufacturing Practices Digital factories significantly advance environmental preservation by enabling the adoption of sustainable manufacturing techniques. These factories are transforming the way manufacturing processes affect the environment through various programs and technology. Energy Efficiency and Resource Optimization Digital industries prioritize resource efficiency and energy conservation since they have a substantial positive environmental impact. These factories use a combination of smart technology, sensors, and real-time data analytics to maximize energy efficiency, reduce waste, and diminish the environmental impact of manufacturing operations. Implementing automatic energy management, installing intelligent lighting systems, and closely watching equipment are some ways to increase energy efficiency. Digital factories optimize energy use to cut down on greenhouse gas emissions and overall energy use, making manufacturing more environmentally friendly. Additionally, digital factories use advanced analytics to maximize resource usage. Manufacturers are able to identify improvement opportunities and execute waste-reduction strategies by examining data on material utilization, production techniques, and supply chain operations. As part of this, inventory levels should be optimized, scrap and rework should be decreased, and circular economy concepts should be adopted, which put an emphasis on material reuse and recycling. Emission Reduction and Environmental Impact In order to reduce emissions and the negative environmental effects of manufacturing processes, digital factories are essential. These factories increase efficiency through data-driven optimization and process control, which lowers emissions and pollutants. Digital factories use real-time data analytics to efficiently monitor and control emissions from a variety of sources, including production machinery and fleets of vehicles. Manufacturers may considerably reduce air and water pollution by streamlining production processes, cutting down on idle time, and putting emission control systems in place. Additionally, digital factories aggressively support environmentally friendly transportation methods. Manufacturers can optimize logistics routes, shorten transportation distances, and combine shipments using the power of data analytics. As a result, fuel use is reduced, and carbon emissions are reduced. Digital technologies also allow for remote monitoring and preventative maintenance, which reduces the need for unnecessary travel and the resulting environmental effects. Waste Reduction and Recycling Digital factories prioritize waste reduction and recycling, contributing to a circular economy model. These factories identify opportunities to minimize waste generation and implement recycling initiatives through data analytics and process optimization. Digital factories can find inefficiencies and put waste reduction strategies in place by examining data on material usage, inventory control, and manufacturing processes. This entails streamlining production schedules, reducing overproduction, and putting lean manufacturing practices—which seek to do away with non-value-added activities—into practice. Furthermore, digital factories promote recycling and the reuse of materials. Manufacturers can identify recyclable materials through advanced sorting techniques and material tracking systems and ensure they are properly segregated and sent for recycling. This reduces the reliance on virgin resources, conserves energy, and minimizes waste sent to landfills. Life Cycle Assessment and Sustainable Product Design Digital factories facilitate lifecycle assessment and sustainable product design practices. By leveraging data analytics and simulation tools, manufacturers can assess the environmental impact of their products throughout their lifecycle and make informed decisions to reduce their footprint. Manufacturers can assess many design options, materials, and production processes to determine those with the lowest environmental effect through digital simulations and virtual prototyping. This makes it possible for them to create goods that are more sustainable, taking into account things like energy usage, resource utilization, recyclable materials, and end-of-life disposal. Digital factories also facilitate product traceability and transparency. By capturing and analyzing data at each stage of the product life cycle, manufacturers can provide customers with information on the product’s environmental impact, enabling more informed purchasing decisions and fostering a culture of sustainability. Remote Monitoring and Predictive Maintenance Digital factories enable remote monitoring and predictive maintenance practices, which contribute to environmental conservation by reducing energy waste and optimizing maintenance activities. Remote monitoring allows manufacturers to gather real-time data on equipment performance and energy consumption without the need for on-site personnel. By leveraging sensors and connectivity, digital factories can remotely monitor machines, systems, and energy usage, enabling proactive identification of inefficiencies or abnormalities. This early detection allows for prompt corrective actions, minimizing energy waste and reducing the environmental impact. Predictive maintenance, made possible by data analytics and machine learning algorithms, also aids in the optimization of maintenance procedures and the reduction of unscheduled downtime. Digital factories can forecast maintenance needs and plan maintenance actions at the most advantageous periods by assessing historical data, performance patterns, and equipment health indicators. Using this method, superfluous preventive maintenance can be avoided, and the possibility of unexpected equipment failures or breakdowns decreases. As a result, resources, energy, and materials are saved, making the manufacturing process more sustainable. Conclusion Digital factories are driving sustainable manufacturing practices and playing a pivotal role in environmental conservation. Through energy efficiency, emission reduction, waste management, and data-driven optimizations, these factories are transforming the manufacturing landscape. By prioritizing resource optimization, adopting circular economy principles, and promoting sustainable product design, digital factories contribute to a more sustainable and environmentally responsible approach to manufacturing. Remote monitoring, predictive maintenance, and data-driven sustainability improvements enhance their positive impact. By embracing digital technologies and sustainability principles, manufacturers can achieve their production goals while minimizing their ecological footprint.
Read More
The Importance of Cybersecurity in the Era of Digital Factories
Table of content Understanding the Cybersecurity Risks in Digital Factories Unauthorized Access and Data BreachesSabotage of Manufacturing ProcessesSupply Chain Vulnerabilities Implications of Cyberattacks on Manufacturing Operations Disruption of Production Processes and Financial ImpactJeopardizing Product Security and Quality Essential Cybersecurity Practices for Digital Factorie The Human Factor: Fostering a Culture of Cybersecurity Conclusion The industrial sector is quickly adopting the idea of a “digital factory” to boost operational effectiveness, reduce procedures, and spur innovation as digital transformation spreads across industries. Given the increased interconnectedness and reliance on technology, it is impossible to overestimate the significance of cybersecurity in digital manufacturing. Strong cybersecurity measures are vital as factories grow increasingly networked and data-driven, rendering them vulnerable to cyber assaults. This article examines the importance of cybersecurity in the age of digital manufacturing. We examine potential threats to digital factories, talk about how cyberattacks affect production processes, and highlight crucial cybersecurity tactics and techniques to protect these increasingly interconnected environments. Understanding the Cybersecurity Risks in Digital Factories Digital factories, driven by the Internet of Things (IoT), cloud computing, and automation, are highly interconnected ecosystems. While this interconnectivity enhances operational efficiency and enables real-time data analysis, it also exposes factories to various cybersecurity risks. Understanding these risks is crucial for implementing effective security measures. Unauthorized Access and Data Breaches Digital factories generate vast amounts of valuable data, including intellectual property, sensitive customer information, and operational data. Cybercriminals can exploit vulnerabilities in the network infrastructure, IoT devices, or weak access controls to gain unauthorized access and steal or manipulate this data. Sabotage of Manufacturing Processes Cyberattacks targeting digital factories can result in production downtime, equipment malfunctions, or tampering with critical systems, leading to severe financial losses, damage to brand reputation, and even safety hazards. Supply Chain Vulnerabilities Digital factories rely on an extensive network of suppliers, partners, and contractors, creating potential entry points for cyber threats. A breach in any part of the supply chain can expose the ecosystem to vulnerabilities and threats, compromising the security and integrity of the entire manufacturing process. Implications of Cyberattacks on Manufacturing Operations A successful cyberattack on a digital factory could have far-reaching effects and affect all aspects of manufacturing. Recognizing the effects of these attacks highlights how crucial strong cybersecurity measures are. Disruption of Production Processes and Financial Impact A cyberattack can disrupt production processes, causing downtime and delays. This can result in significant financial losses and missed delivery deadlines, affecting customer satisfaction and contractual obligations. The financial impact extends beyond immediate losses, as factories may also face legal liabilities and regulatory penalties. Jeopardizing Product Security and Quality A cyberattack may jeopardize the security and quality of a product. Product defects, recalls, or even safety risks for end users can result from the manipulation of manufacturing systems or tampering with product specifications. The harm this will likely cause to a company’s reputation might be severe and difficult to repair. Impeding Innovation and Intellectual Property Protection Cyberattacks can hinder innovation and intellectual property protection. Digital factories heavily rely on Research & Development (R&D) to drive product innovation. Breaches that expose proprietary information or trade secrets can undermine competitive advantage and impede future growth. Essential Cybersecurity Practices for Digital Factories To mitigate cybersecurity risks and safeguard digital factories, manufacturers must adopt a comprehensive approach to cybersecurity. Here are some essential cybersecurity practices that should be implemented: The Human Factor: Fostering a Culture of Cybersecurity While technology and infrastructure play a vital role in cybersecurity, the human factor is equally critical. Employees often turn out to be the weakest link in an organization’s cybersecurity defense. It is crucial to promote cybersecurity awareness across the organization and instill responsibility among all personnel in a digital factory. This involves providing comprehensive cybersecurity training, emphasizing the importance of adhering to security protocols, and encouraging employees to report any suspicious activities promptly. By empowering employees to become cybersecurity advocates, digital factories can create a strong human firewall and enhance their overall cybersecurity posture. Conclusion In the era of digital factories, where connectivity and data exchange drive manufacturing operations, cybersecurity is of paramount concern. Neglecting cybersecurity measures exposes digital factories to significant risks, including data breaches, production disruptions, compromised product quality, and damage to brand reputation. By understanding the cybersecurity risks and the implications of cyberattacks and implementing essential cybersecurity practices, manufacturers can safeguard their digital factories. Prioritizing cybersecurity not only protects operations and sensitive data but also instills confidence among customers, partners, and stakeholders. Embracing robust cybersecurity measures is an ongoing process that requires continuous monitoring, assessment, and adaptation to evolving threats. Manufacturers must stay vigilant, collaborate with cybersecurity experts, and invest in the necessary resources to ensure a secure and resilient digital factory environment. Only by prioritizing cybersecurity can manufacturers fully leverage the benefits of digitalization while mitigating the inherent risks.Ready to fortify your digital factory against cyber threats? Partner with Prescient to safeguard your operations and make the most of our cutting-edge solutions. Contact us today and ensure the security and resilience of your digital manufacturing environment
Read More
Exploring the Benefits of Data Analytics in Digital Factories
Table of content Benefits of Data Analytics in Digital Factories Enhanced Production EfficiencyImproved Product QualityPredictive MaintenanceStreamlined Supply ChainsContinuous Process Improvement Conclusion Data analytics has emerged as a game-changer for firms across numerous industries in today’s quickly changing digital economy. With the rise of digital factories, manufacturing is one industry that has particularly embraced the power of data analytics. A digital factory can extract important insights from the massive amounts of data created during manufacturing using advanced analytics tools and techniques. This article explores a vast spectrum of activities in the data analytics domain across digital factories, highlighting its many advantages and the radical changes it can bring about in the manufacturing industry. Benefits of Data Analytics in Digital Factories From optimizing production efficiency and quality to enabling predictive maintenance and streamlining supply chains, data analytics is revolutionizing the way factories operate. So, let us dive into the fascinating world of data analytics and uncover its advantages in the context of digital factories. Enhanced Production Efficiency Enhancing production efficiency is one of data analytics’ main advantages in digital factories. Manual monitoring and intervention are frequently used in traditional production processes, which leaves the possibility for mistakes, holdups, and inefficiencies. However, digital factories may use data analytics to gather and analyze real-time data from diverse sources, enabling proactive decision-making to optimize production procedures. Using data analytics, manufacturers may learn a lot about Key Performance Indicators (KPIs), including cycle times, equipment usage, and downtime. Manufacturers can identify bottlenecks, streamline processes, and boost overall production by keeping an eye on these metrics. Data analytics, for instance, can offer insight into machine performance, enabling preventive maintenance to reduce expensive breakdowns and downtime. Furthermore, manufacturers may optimize scheduling, reduce downtime, and streamline operations using data analytics to find patterns and trends in production data. Using predictive analytics, digital factories can foresee changes in demand and appropriately modify production schedules, resulting in the best possible resource use and the least waste. Improved Product Quality Data analytics plays a vital role in ensuring product quality in digital factories. Manufacturers can detect and address quality issues in real time by collecting and analyzing data at every stage of the manufacturing process. This proactive approach allows for early intervention and helps prevent defective and substandard products from reaching the market. By leveraging data analytics, manufacturers can implement Statistical Process Control (SPC) techniques to monitor and control product quality. SPC involves analyzing data from sensors, machines, and other sources to detect deviations from predefined quality standards. When anomalies are detected, immediate corrective actions can be taken, ensuring that products meet or exceed customer expectations. Additionally, predictive quality analytics made possible by data analytics enables producers to spot potential quality problems before they arise. Manufacturers can spot trends and correlations in historical data that point to quality problems. This proactive strategy reduces the likelihood of faults while also assisting in the process optimization needed to produce high-quality goods continuously. Predictive Maintenance Maintenance is a critical aspect of any manufacturing operation, as unplanned downtime can be costly and disruptive. However, traditional maintenance practices often rely on predetermined schedules or reactive responses, leading to inefficient resource allocation and potential breakdowns. Data analytics revolutionizes maintenance in digital factories by enabling predictive maintenance. Predictive maintenance leverages real-time data from sensors, machines, and other sources to anticipate equipment failures or maintenance needs. By analyzing data patterns and trends, digital factories can identify early warning signs and schedule maintenance activities proactively. This approach not only reduces downtime but also extends the life of equipment, optimizing asset utilization and reducing maintenance costs. Thanks to data analytics, manufacturers can switch from a generalized maintenance approach to a more specialized and data-driven approach. Digital factories can produce accurate equipment health assessments and offer insights into the best times for maintenance tasks by combining historical data, real-time sensor data, and machine learning algorithms. With a proactive approach, equipment availability is increased, disruptions are reduced, and overall operational efficiency is increased. Streamlined Supply Chains In digital factories, supply chain processes are largely optimized because of data analytics. Supply chain management is a difficult endeavor because the production process comprises a complicated network of suppliers, distributors, and logistical partners. However, digital manufacturers may obtain complete visibility into their supply chains and make wise decisions using data analytics. Digital factories may optimize their supply chain procedures by assessing data from a variety of sources, such as supplier performance, inventory levels, and consumer demand. Accurate demand forecasting made possible by data analytics enables firms to match production to consumer demand, lessen stockouts, and reduce surplus inventory. This results in higher customer satisfaction, better inventory management, and lower carrying costs. Furthermore, by locating bottlenecks, inefficiencies, and potential improvement areas, data analytics can help with supply chain optimization. Manufacturers may optimize operations and cut costs by gaining insights into shipping routes, warehouse operations, and order fulfillment procedures. Manufacturing companies are able to manage their supply chains in an agile and effective manner due to real-time data analytics. Continuous Process Improvement Data analytics in digital factories not only provides valuable insights for immediate decision-making but also serves as a catalyst for continuous process improvement. By analyzing data collected from various sources, manufacturers can identify inefficiencies, bottlenecks, and areas of improvement within their production processes. Manufacturers can use data analytics to monitor and analyze Key Performance Indicators (KPIs) in real time and highlight areas for improvement. By discovering and correcting performance gaps, digital factories can continually improve their processes, resulting in more productivity and lower costs. This iterative process allows manufacturers to maintain flexibility and stay sensitive to shifting market dynamics. Data analytics also empowers manufacturers with the ability to conduct Root Cause Analysis (RCA) to identify the underlying factors contributing to process inefficiencies or quality issues. By analyzing historical data, manufacturers can identify patterns, correlations, and causality that may not be immediately apparent. This deeper understanding allows for targeted process improvements and the implementation of effective corrective actions. Conclusion For a digital factory, data analytics is a game-changer
Read More
Enhancing Efficiency and Productivity in Digital Factories through Artificial Intelligence
Table of content Unleashing the Power of Artificial Intelligence Intelligent Planning and SchedulingPredictive MaintenanceQuality Control and Defect DetectionAutonomous Robotics and Material HandlingSupply Chain OptimizationHuman-Machine CollaborationContinuous Improvement through Data AnalyticsReal-time Process Optimization Conclusion Enter the era of a digital factory, where a defining transformation is underway, reshaping the very foundations of manufacturing. A symphony of innovation and progress, fueled by the convergence of technology and artificial intelligence (AI), is rewriting the rules of design, production, and delivery. Brace yourself for a revolutionary journey as we explore how this amalgamation of AI and digital factories unlocks unparalleled efficiency and skyrocketing productivity to new heights. Prepare to witness the dawn of a manufacturing renaissance, where AI-driven solutions orchestrate seamless operations, automate processes with finesse, and illuminate the path to data-driven decisions. The results? A symphony of enhanced production output, cost reduction, and an exalted performance that transcends all expectations. In this article, we explore how AI can transform digital factories and unlock new levels of efficiency and productivity. Unleashing the Power of Artificial Intelligence In the ever-evolving realm of manufacturing, a new era has dawned upon us—the reign of digital factories. But amidst this technological uprising, the integration of Artificial Intelligence (AI) holds the key to unlocking unprecedented levels of efficiency and productivity.Let’s delve into how AI is revolutionizing digital factories, rewriting the rules of production, and paving the way for a new era of manufacturing excellence. Intelligent Planning and Scheduling One of the key areas where AI can significantly impact digital factories is planning and scheduling. Traditional planning methods often rely on manual calculations and estimations, which can be time-consuming and error-prone. AI-powered algorithms can analyze vast amounts of data, including historical production records, real-time sensor data, and market demand forecasts, to generate optimized production plans and schedules.By considering various factors such as machine availability, production capacity, and resource allocation, AI can ensure that production processes are efficiently planned and executed, minimizing downtime and maximizing throughput. Predictive Maintenance Unplanned equipment failures and unexpected downtime can have a severe impact on production efficiency and productivity. Traditional maintenance practices often follow a fixed schedule or rely on reactive approaches, resulting in unnecessary maintenance and costly disruptions.AI-based predictive maintenance solutions use machine learning algorithms to analyze sensor data and identify patterns indicative of potential equipment failures. By detecting early warning signs, AI can predict maintenance needs and schedule maintenance activities proactively, reducing downtime, optimizing maintenance resources, and extending equipment life. Quality Control and Defect Detection Ensuring product quality is paramount in manufacturing. Defective products not only lead to customer dissatisfaction but also force companies to incur significant costs due to rework, scrap, and potential recalls. AI-powered vision systems and machine learning algorithms can analyze images, videos, or sensor data in real time to detect defects and anomalies during production. By automatically identifying quality issues, AI systems can trigger alerts, initiate corrective actions, and even adjust machine parameters to prevent further defects. This proactive approach to quality control enhances product consistency, reduces waste, and minimizes the need for manual inspection. Autonomous Robotics and Material Handling For many years, robotics and automation have been revolutionizing the manufacturing sector. However, AI gives these systems additional powers that let them function independently and make wise choices. For the purpose of streamlining material handling and logistics procedures, AI algorithms can examine sensor data from robots, conveyor belts, and other pieces of machinery. AI, for instance, enables robots to modify their course of action in real time in response to changing circumstances. For instance, a robot may optimize the order in which products are picked up or modify the pace of a conveyor belt to avoid bottlenecks. AI-driven robotics can optimize material handling to automate repetitive tasks, shorten cycle times, and boost throughput. Supply Chain Optimization Effective supply chain management is essential for digital factories to guarantee timely delivery of raw materials, components, and completed goods. By analyzing data from multiple sources, such as historical demand patterns, supplier performance, transportation logistics, and market forecasts, AI can significantly contribute to the optimization of supply chain operations.AI algorithms can produce precise demand projections, optimize inventory levels, and spot potential supply chain bottlenecks or dangers using this data. These insights allow factories to make sound decisions, lower inventory costs, reduce stockouts, and guarantee prompt client delivery. Human-Machine Collaboration Contrary to common misconceptions, AI in digital factories is not meant to replace human workers. Instead, it aims to augment human capabilities and enable more effective collaboration between humans and machines. AI can automate repetitive and mundane tasks, allowing human workers to focus on more complex and value-added activities.For example, AI-powered chatbots or voice assistants can assist workers in finding information, troubleshooting problems, or accessing relevant documentation. Collaborative robots, also known as cobots, can work alongside human workers, assisting them with tasks that require precision or heavy lifting.By leveraging AI, factories can create a harmonious environment where humans and machines collaborate seamlessly, leading to improved productivity and job satisfaction. Continuous Improvement through Data Analytics Digital factories generate massive amounts of data from various sources, including sensors, machines, and production processes. However, extracting meaningful insights from this data can be a challenge without the right tools.AI-driven data analytics solutions can process and analyze vast volumes of data to identify patterns, trends, and anomalies. By uncovering hidden insights, manufacturers can gain a deep understanding of their operations, identify areas for improvement, and make data-driven decisions.Whether it is optimizing machine settings, fine-tuning production parameters, or identifying opportunities for cost reduction, AI-powered analytics enable factories to continuously improve their processes and drive productivity gains. Real-time Process Optimization Digital factories can instantly optimize their processes thanks to AI’s capacity to process enormous amounts of data in real time. AI systems can spot inefficiencies, bottlenecks, or performance aberrations by continuously monitoring production parameters, sensor data, and ambient factors.With this knowledge, AI may modify machine settings, production schedules, or resource allocation in real-time to increase productivity and reduce waste. For instance, AI can automatically change a machine’s parameters to increase efficiency if it
Read More
The Role of IoT in Transforming Traditional Factories into Digital Factories
Table of content Understanding Traditional Factories Introduction to IoT Transforming Traditional Factories into Digital Powerhouses 1. Enhancing Connectivity and Communication2. Real-Time Monitoring and Predictive Maintenance3. Automation and Robotics4. Supply Chain Optimization5. Quality Control and Traceability6. Energy Efficiency and Sustainability7. Workforce Empowerment and Safety Conclusion Technological advancements have paved the way for a revolutionary transformation in the manufacturing industry. Traditional factories, once characterized by manual processes and limited connectivity, are now evolving into digital factories fueled by the power of the Internet of Things (IoT). The IoT, which refers to the interconnection of everyday objects with the internet, has emerged as a game-changer in the industrial sector, enabling unprecedented levels of automation, efficiency, and productivity. This article examines the crucial role IoT has played in converting traditional analogue factories into digital ones. Understanding Traditional Factories Traditional factories have long relied on manual labor and standalone machinery for manufacturing. These factories typically operate in silos, with limited connectivity and communication between machines, systems, and personnel. This lack of integration often leads to inefficiencies, production bottlenecks, and increased downtime. Moreover, decision-making is nearly always based on reactive measures rather than proactive insights derived from real-time data. Introduction to IoT The Internet of Things (IoT) is a network of interconnected devices equipped with sensors, software, and network connectivity to gather and share data. These gadgets may include wearable technology worn by workers, or sensors may be attached to machinery or production equipment. The digitization of factories is made possible by the IoT, which enables these gadgets to interact, share data, and make suitable decisions. Transforming Traditional Factories into Digital Powerhouses The advent of the Internet of Things (IoT) has sparked a revolution in the manufacturing industry, transforming traditional factories into digital powerhouses. Let’s delve into the various ways in which IoT is revolutionizing the manufacturing sector and reshaping traditional factories into highly efficient digital factories. 1. Enhancing Connectivity and Communication The improvement of connectivity and communication is one of the primary advantages of IoT in the transformation of conventional manufacturing. IoT devices and sensors can be installed all around the factory floor to collect real-time data on a variety of metrics, including machine performance, temperature, humidity, and pressure. This information can be promptly sent to a centralized system, giving a comprehensive picture of the industrial processes. With better connections, devices, systems, and people can collaborate and communicate more easily, leading to quicker response times and more effective decision-making. 2. Real-Time Monitoring and Predictive Maintenance In traditional factories, maintenance activities are often carried out based on fixed schedules or reactive measures are implemented after equipment failure. This approach can lead to unnecessary downtime and increased maintenance costs. However, with IoT-enabled sensors, machines can be monitored in real-time, detecting anomalies and potential issues before they escalate. This allows for predictive maintenance, where maintenance activities are performed based on actual equipment conditions and usage patterns. Predictive maintenance reduces downtime and maintenance costs and extends the life of machinery, optimizing overall factory productivity. 3. Automation and Robotics IoT is essential for allowing robotics and automation in digital manufacturing. Connected sensors and gadgets can deliver real-time information on production lines, enabling clever process automation. IoT capabilities can be added to robots, allowing them to carry out duties precisely and effectively while boosting adaptability. This degree of automation decreases the need for manual work, reduces human error, and speeds up manufacturing. Additionally, IoT-enabled robots have the ability to be monitored and operated remotely, allowing seamless interaction with the broader manufacturing ecosystem. 4. Supply Chain Optimization The IoT also contributes to supply chain optimization in digital factories. Manufacturers gain real-time visibility into inventory levels, production progress, and logistics by incorporating IoT devices and sensors at various stages of the supply chain. This visibility enables accurate demand forecasting, efficient inventory management, and streamlined logistics operations. As a result, manufacturers can reduce inventory holding costs, prevent stockouts, and improve customer satisfaction through timely delivery of products. 5. Quality Control and Traceability In the digital factory era, quality control has become more sophisticated and streamlined through the integration of IoT. Connected sensors can monitor product quality parameters at every stage of the manufacturing process, ensuring adherence to defined standards. Real-time data analytics and machine learning algorithms can analyze this data, identifying patterns and anomalies that may indicate potential quality issues. With IoT, manufacturers can implement real-time feedback loops, enabling continuous improvement and rapid response to quality deviations. Additionally, IoT facilitates product traceability, allowing manufacturers to track and trace product movements throughout the supply chain, ensuring compliance and enabling efficient recalls if necessary. 6. Energy Efficiency and Sustainability In the industrial industry, sustainability is a major issue. IoT presents an enormous opportunity in digital industries to increase energy efficiency and lower environmental impact. Energy consumption may be tracked by smart sensors and gadgets, which can also spot inefficient areas. Manufacturing companies may decrease waste and optimize energy-intensive operations with the use of real-time data analytics, which can offer insights into energy usage patterns. Additionally, by reducing reliance on conventional energy sources and lowering carbon footprint, IoT enables the integration of renewable energy sources and the construction of smart grids. 7. Workforce Empowerment and Safety IoT-powered digital factories give workers a safer and more productive work environment. Wearable IoT devices can track worker health and safety conditions and send instant notifications if dangers arise. IoT-enabled systems can improve resource allocation and workflow, lowering the possibility of mishaps and injuries. IoT also makes it possible for remote monitoring and control, which lets workers operate equipment from a secure distance and reduces exposure to dangerous settings. The combination of improved safety measures and increased productivity boosts the overall well-being of the workforce. Conclusion Unquestionably, IoT has the potential to revolutionize the manufacturing sector. IoT makes it possible for conventional factories to transform into digital factories, resulting in higher levels of automation, efficiency, and productivity. Improved connectivity and communication, real-time monitoring, predictive maintenance, automation, supply chain optimization, quality control, energy saving, and workforce empowerment are a few of
Read More
Revolutionizing Manufacturing: Exploring the Concept of Digital Factory
Table of content Unveiling the Components of a Digital Factory Benefits of Digital Factories Challenges in Implementing Digital Factories The Future of Manufacturing: Impact of Digital Factories Conclusion Technology improvements and the rise of automation have had a huge impact on industries in recent years. The digital factory is one concept that has gained traction and is altering the manufacturing business. A “digital factory” is the integration of digital technologies such as Artificial Intelligence (AI), the Internet of Things (IoT), big data analytics, and robotics with traditional industrial processes. This approach intends to increase productivity, flexibility, and efficiency, ushering in a new era of manufacturing.In this article, you will examine the elements, benefits, problems, and probable implications of digital factories on the future of manufacturing. Unveiling the Components of a Digital Factory A digital factory is fueled by a symbiotic relationship of critical components that collaborate to revolutionize traditional manufacturing processes, resulting in a highly networked and intelligent system. These components are as follows: IoT and Sensor Technology By connecting various machines, gadgets, and sensors, the Internet of Things (IoT) plays a significant role in a digital factory. Manufacturers can now monitor and manage manufacturing processes with unparalleled accuracy, thanks to these interconnected gadgets that collect real-time data. Artificial Intelligence and Machine Learning The enormous volume of data gathered from sensors and devices is analyzed using Artificial Intelligence (AI) and machine learning techniques. These tools can recognize trends, forecast results, and instantly improve industrial processes. Robotics and Automation Digital factories heavily rely on robotics and automation to carry out repetitive tasks with precision and speed. Robots can handle complex operations, increase productivity, and minimize human error, freeing up human workers to focus on more creative and strategic tasks. Cloud Computing and Big Data Analytics Digital factories use cloud computing and big data analytics to store and analyze vast amounts of data created by IoT devices. This allows producers to gather useful insights, optimize manufacturing processes, and make data-driven decisions. Benefits of Digital Factories Manufacturers profit greatly from the introduction of digital manufacturing. These benefits have the potential to transform the manufacturing business in various ways: Greater Efficiency By removing bottlenecks, cutting downtime, and improving resource efficiency, digital factories improve production processes. The proactive detection and resolution of problems are made possible through real-time monitoring and predictive maintenance, reducing expensive disruptions. Enhanced Productivity With the help of automation and robotics, digital factories can significantly increase production rates while maintaining consistent quality. Intelligent machines can operate 24/7, boosting output and reducing time-to-market for products. Flexibility and Customization Digital factories enable manufacturers to respond quickly to changing market demands and customer requirements. The ability to reconfigure production lines and adapt processes in real-time allows for greater flexibility and customization, leading to a competitive edge in the market. Quality Control and Traceability By integrating IoT sensors and AI algorithms, digital factories can monitor and control product quality at every stage of the manufacturing process. This ensures that products meet stringent quality standards and allows for effective traceability in case of defects or recalls. Cost Reduction In digital manufacturing, cost reductions come through automation and process improvement. This results in lowering overall costs and increasing profitability for manufacturers, decreased labor expenses, decreased waste, and optimal resource allocation. Challenges in Implementing Digital Factories While the concept of digital factories promises numerous benefits, there are several challenges that manufacturers must overcome during implementation: Legacy Infrastructure Many manufacturing facilities still rely on outdated equipment and legacy systems that are not compatible with digital technologies. Integrating new technologies into existing infrastructure requires careful planning and investment. Workforce Transformation Shifting towards digital factories requires a skilled workforce capable of operating and maintaining advanced technologies. Manufacturers need to invest in upskilling and reskilling their employees to bridge the digital skills gap. Data Security and Privacy With increased connectivity and data sharing, digital factories face significant cybersecurity risks. Safeguarding sensitive data and protecting against cyber threats becomes paramount to ensure uninterrupted operations and maintain customer trust. Interoperability and Standardization The integration of diverse systems, devices, and software in a digital factory requires interoperability and standardized communication protocols. Establishing common standards and ensuring seamless integration across various components can be challenging. Initial Investment and Return on Investment (ROI) Implementing a digital factory involves significant upfront costs, including technology acquisition, infrastructure upgrades, and workforce training. Manufacturers must carefully evaluate the ROI and long-term benefits to justify the initial investment. The Future of Manufacturing: Impact of Digital Factories The concept of digital factories has the potential to reshape the future of manufacturing in several ways: Industry 4.0 and Smart Manufacturing Digital factories are at the core of Industry 4.0, the fourth industrial revolution characterized by the fusion of physical and digital systems. Smart manufacturing, enabled by digital factories, aims to create fully interconnected and intelligent manufacturing ecosystems that optimize processes, enable real-time decision-making, and facilitate collaboration across the supply chain. Sustainable and Environmentally Friendly Practices Digital factories can contribute to sustainable manufacturing practices by optimizing resource utilization, reducing waste, and minimizing energy consumption. Real-time monitoring and predictive maintenance help identify energy inefficiencies, enabling manufacturers to make data-driven decisions for improved sustainability. Agile and Responsive Manufacturing Digital factories enable manufacturers to adapt to market changes and customer demands quickly. Real-time data analysis and predictive capabilities empower agile decision-making, ensuring manufacturers stay competitive in dynamic markets. Mass Customization and Personalization As digital factories offer flexibility and customization, manufacturers can efficiently produce products tailored to individual customer preferences. Mass customization becomes feasible, allowing manufacturers to strike a balance between economies of scale and catering to unique customer requirements. Supply Chain Integration and Collaboration Digital factories facilitate seamless integration and collaboration across the entire supply chain. Real-time data sharing and transparent communication enable supply chain partners to synchronize their operations, streamline processes, and improve overall efficiency. Conclusion Digital factories represent a paradigm shift in manufacturing, leveraging advanced technologies to optimize processes, enhance productivity, and respond to changing market dynamics. While challenges such as legacy infrastructure, workforce transformation, and data security must be addressed, the benefits
Read More
Image Processing
Image Processing Digital Image processing has variety of applications in the digitized world – viz inspection, security, medical diagnostics and so on. Image processing also forms a core part of machine vision, which is on the verge of automating tasks that conventionally relied on human vision and judgment. This topic introduces the basics of image representation in form of various color spaces, encoding of images and broad level image operations. It also touches on applications in various fields. Presenter Pravin WaghmareHarshada is part of Engineering Solutions group. Over past 3 years at Prescient, she has worked on various video and image processing projects, requiring investigations on various types of image manipulations and data extraction. This webinar will be a valuable resource for individuals and businesses looking to optimize their product design and manufacturing processes. Attendees will gain a thorough understanding of knowledge-based engineering and its advantages, including reducing errors, improving design quality, and accelerating time-to-market. The use cases presented will showcase the versatility of knowledge-based engineering across industries, including aerospace, automotive, and healthcare. By the end of the webinar, attendees will have a clear understanding of how to implement knowledge-based engineering and the best practices to follow. The Q&A session will provide an opportunity to ask specific questions and gain further insights into the topic. Don’t miss out on this opportunity to learn about knowledge-based engineering and take your product design and manufacturing process to the next level!
Read More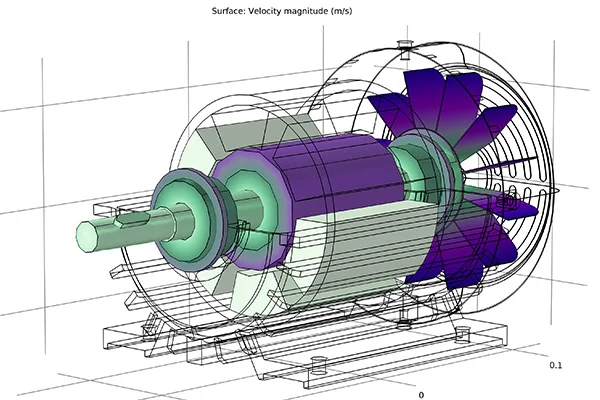
CAx Software for Simulation and Analysis: Integrating Engineering Tools
Table of content Introduction The Need for Simulation and Analysis in Engineering CAx Software: A Platform for Integration Benefits of Integrating Engineering Tools with CAx Software Challenges in Integrating Engineering Tools with CAx Software Emerging Trends in CAx Software Integration Conclusion Introduction Computer-aided design software has transformed engineering by speeding up the design process and allowing engineers to generate complicated models quickly. However, CAx has capabilities that go beyond design. Engineers can use CAx software for simulation and analysis to study the behavior and performance of designs before manufacturing. This article examines how engineering tools can be integrated with CAx software, highlighting the advantages, difficulties, and new developments. The Need for Simulation and Analysis in Engineering Analysis and simulation are essential components of the engineering design process. They enable engineers to assess numerous design options, spot potential issues, and enhance performance. Engineers can evaluate structural integrity, fluid movement, heat transfer, and electrical behavior. Engineers may improve the overall quality of their designs, lower costs, increase efficiency and make informed decisions. CAx Software: A Platform for Integration CAx software is an ideal platform for integrating simulation and analysis tools. Its extensive capabilities enable widespread use in the engineering industry. Engineers can seamlessly transition from design to analysis without complex data transfers or software interoperability challenges. They can incorporate these tools directly into the CAx environment. Benefits of Integrating Engineering Tools with CAx Software There are several benefits to combining engineering tools with CAx software. These range from incredible teamwork and increased design effectiveness to cost and time savings. Let’s get started and discover how using CAx software and engineering tools may improve your designs: Enhanced Design Iteration Engineers can perform virtual tests and experiments by integrating simulation and analysis tools with CAx software, allowing rapid design iterations. They can quickly evaluate design changes, assess their impact, and refine their models accordingly. This iterative process significantly reduces physical prototyping and testing time and cost. Improved Design Optimization Engineers can more efficiently optimize their designs with CAx software for simulation and analysis tools. They can use cutting-edge algorithms and optimization approaches to alter design parameters for optimal performance automatically. The process is based on predetermined criteria. This integration allows engineers to explore various design options and quickly find the best solutions. Accurate Performance Prediction Simulation and analysis tools integrated into CAx software give engineers accurate predictions of a design’s behavior and performance. Engineers can assess stress distribution, thermal behavior, fluid dynamics, and electromagnetic properties by replicating real-world conditions. This knowledge helps engineers identify potential weaknesses and make necessary improvements before manufacturing, ensuring better overall performance and reliability. Seamless Data Exchange Integrating CAx software for simulation and analysis tools ensures seamless data exchange between different engineering domains. Engineers can transfer design parameters, geometric information, and simulation results between various analysis modules within the CAx environment. This integration promotes collaboration, improves data consistency, and eliminates the need for manual data translation or re-entry, reducing the chances of errors. Challenges in Integrating Engineering Tools with CAx Software A unique set of difficulties arises while navigating the complex environment of CAx software integration with engineering equipment. Let’s look at some of the significant obstacles and possible solutions to get through them so that the integration process runs smoothly and successfully: Complex Software Architecture Integrating simulation and analysis tools within CAx software requires a complex software architecture that can handle the diverse requirements of different engineering domains. Software developers face significant challenges in ensuring smooth communication between CAx and analysis modules, data synchronization, and maintaining a user-friendly interface. Interoperability Issues Different vendors often develop CAx software for simulation and analysis tools, resulting in interoperability challenges. Standardization efforts, such as the STEP (Standard for the Exchange of Product Data) format, have helped mitigate these issues. However, further collaboration and standardization initiatives are required to ensure seamless integration and data exchange between software tools. Computational Requirements Simulation and analysis processes can be computationally intensive, requiring substantial computational resources. Integrating these tools within CAx software necessitates optimizing performance, memory management, and scalability to efficiently handle large and complex models. This challenge becomes more significant as engineers demand faster simulations and analyses to meet tight project deadlines. Emerging Trends in CAx Software Integration CAx software integration is changing due to some intriguing new trends. These developments rethink how engineers approach design and analysis and present new opportunities. Let’s investigate the most recent developments that are elevating CAx software integration to new levels: Cloud-Based Solutions Cloud computing offers a promising solution for CAx software integration by providing scalable computational resources and collaborative environments. Cloud-based CAx platforms enable engineers to access simulation and analysis tools remotely. It reduces the burden on their local machines and facilitates real-time collaboration among team members. Integration of Artificial Intelligence (AI) CAx software’s inclusion of AI algorithms improves simulation and analysis capabilities. AI can optimize designs, automate complicated operations, and increase the precision of predictions. Machine learning approaches might advise design alterations based on simulation findings. Advanced technical analysis and optimization are now possible thanks to the combination of AI and CAx software. Multi-Disciplinary Optimization Multi-disciplinary optimization features are being added to CAx software to address the increasing complexity of engineering systems. Engineers may optimize designs simultaneously for numerous domains because MDO integrates several analysis modules. Engineers may use this method to investigate intricate design spaces, weigh trade-offs between several disciplines, and produce comprehensive design solutions. Conclusion CAx software has significantly developed from a simple design tool to a complete simulation and analysis platform. Engineers can easily switch from design to analysis by integrating engineering tools into the CAx environment, streamlining the product development process. Enhanced design iteration, better optimization, precise performance forecasting, and seamless data interchange are some advantages of this connection. However, issues with software architecture, interoperability, and computational needs must be resolved to fully utilize the potential of CAx software for simulation and analysis. The future of CAx software integration looks bright with growing trends, including cloud-based solutions, AI integration, and multi-disciplinary optimization, promising even
Read More
5 Ways Knowledge-Based Engineering (KBE) Can Streamline Product Development
Table of content Introduction 5 Effective Strategies to Streamline Product Development Through KBE Conclusion Introduction Companies always look for ways to enhance efficiency and optimize product development processes. Knowledge-based engineering helps manufacturing companies boost overall performance in today’s dynamic, technology-driven environment. It automates design, analysis, and decision-making by fusing engineering expertise with cutting-edge computational techniques. This article will examine five crucial ways of knowledge-based engineering that can speed up product development. Increased productivity, lower costs, and shorter time to market are the standout benefits of incorporating this technology. 5 Effective Strategies to Streamline Product Development Through KBE: Are you looking to streamline your product development process? Discover how Knowledge-based engineering (KBE) can revolutionize your approach with these five key strategies: Automated Design and Optimization One of the primary benefits of knowledge-based engineering is its ability to automate the design process. It captures and encodes engineering knowledge into rule-based systems to generate designs following predefined constraints and requirements. It eliminates repetitive manual design iterations, significantly reduces human error, and accelerates the entire process. You can leverage parametric modeling techniques to create design templates with adjustable parameters. These templates serve as the starting point for generating multiple design alternatives. Engineers can modify the parameters for the KBE system to adjust the design automatically. This iterative process encourages rapid exploration of design options without requiring manual modifications at each step. Additionally, the system integrates optimization algorithms to explore design spaces and identify optimal solutions. The system can define design objectives and constraints to refine the design and achieve the desired performance metrics iteratively. This approach saves, improves product performance, and reduces development time. Standardization and Reusability Knowledge-Based Engineering promotes standardization and reusability of design elements, components, and workflows. Organizations can establish a consistent design methodology across projects, departments, and locations by codifying engineering knowledge into reusable modules. This standardization ensures product quality and allows for the seamless transfer of knowledge between teams. This methodology accelerates the development process. Using KBE systems, you can create design libraries that act as repositories of verified and improved design solutions. These collections include modular elements, including CAD templates, simulation models, and 3D models. Engineers can use the components from these libraries to speed up and simplify their design processes. Reusing pre-validated components across many projects ensures consistency and dependability. Enhanced Collaboration and Knowledge Sharing Collaboration is crucial in product development, especially in large organizations or projects involving multidisciplinary teams. Knowledge-based engineering provides a platform for engineers from different domains to share and access engineering knowledge. Engineers can collaborate in real-time, exchange design information, and perform concurrent engineering tasks. They can also contribute their expertise to the overall product development process. KBE systems commonly include features like version control, document management, and communication tools. These capabilities assist engineers in collaborating on design projects and accessing the most recent design information. They can also offer their perspectives through this system. Engineers from various specialties like mechanical, electrical, and software engineering can collaborate and work seamlessly. It helps reduce communication gaps and also streamlines decision-making. Furthermore, KBE systems can capture and document the rationale behind design decisions. It helps preserve valuable engineering knowledge to share across the organization. Lessons from previous projects can be stored as design rules, best practices, and simulation models. It allows engineers to build upon existing knowledge. KBE enhances product development processes’ overall efficiency and effectiveness by facilitating knowledge sharing and collaboration. Optimize Performance and Efficiency Efficient design tools must perform at their peak to handle intricate 3D models, big assemblies, and computationally demanding activities. The main goal of CAD software development should be performance optimization. Reduce computing complexity and memory utilization by using algorithms and data structures. Use approaches like spatial indexing, effective mesh representations, and level-of-detail algorithms to ensure quick rendering and easy interaction with the CAD models. Utilize the power of contemporary hardware by using multithreading and parallel processing. You can use several CPU cores and GPUs for quicker computations. The user experience can be further improved through asynchronous processing and background jobs. They can deliver responsive interfaces even during computationally demanding operations. Design Validation and Verification Product development involves numerous design iterations and validation steps to ensure the final product meets the desired performance and safety requirements. Knowledge-based engineering simplifies the design validation and verification processes by directly integrating computational tools and simulations into the design workflow. It can embed engineering rules and simulation models to automatically evaluate design alternatives. It also helps you perform virtual testing and assess the product’s behavior under various operating conditions. KBE systems enable engineers to define design constraints and requirements upfront. These constraints can include factors such as material properties, stress limits, and geometric tolerances. During the design process, the KBE system continuously checks the design against these constraints, providing real-time feedback to the engineers. Instant feedback helps identify design issues early in the development cycle, reducing the risk of costly errors and rework. KBE systems also use simulation models to forecast the product’s performance before building prototypes. The design procedures incorporate finite element analysis (FEA), computational fluid dynamics (CFD), and other simulation methods. Engineers can evaluate structural integrity, thermal behavior, and fluid flow characteristics. There’s less need for physical prototypes, and it saves time and money by doing virtual testing and analysis. Embrace Open Standards and Integration CAD software rarely operates in isolation. It often needs to interact with other software systems and exchange data with external tools. Embrace open standards and interoperability to integrate with commonly used file formats, industry-specific standards, and collaboration platforms. Support file import/export in common formats, including STEP, IGES, and STL, to ensure interoperability with various CAD systems and manufacturing procedures. Create APIs and SDKs that let outside developers add features to your CAD program or incorporate it into broader software ecosystems. Utilize existing libraries and frameworks for performing typical CAD tasks. You can also use it to collaborate with industry groups and communities to maintain current standards. Your CAD solution can benefit from integrating analysis tools, simulation software,
Read More