Remote machine monitoring, in simple terms, is about keeping an eye on your equipment digitally at all times. It’s a ground-breaking advancement in the manufacturing sector, enabling manufacturers to stay proactive regarding their equipment. Traditionally, it was a manual process to monitor equipment and keep it on track or predict output and failures.
Now, manufacturers can track machine performance, prevent breakdowns, and streamline maintenance by using sensors and real-time data. Remote machine monitoring now gives manufacturers an edge for staying competitive in today’s fast-paced market, where downtime can be costly.
Understanding Remote Machine Monitoring?
So, what is remote machine monitoring precisely? Before the advent of digital technology, monitoring equipment on the production line required manual checks and on-site inspections. However, manufacturers are shifting to remote capabilities with advancements in digital sensing and data analytics.
The migration to remote monitoring has been made possible by the Internet of Things (IoT). IoT connects machines to the internet, allowing them to transfer data seamlessly and in real-time. Sensors play a crucial role in capturing data from factory floor machines, such as tool/work temperature, vibration, pressure, output dimensions, orientations, etc. This data is then transmitted to the manufacturers’ cloud computing services, where it’s stored and processed.
Data analytics, including AI and machine learning, come into play by making sense of this data. They help in predicting failures, scheduling maintenance, and optimizing machine performance. In all, remote monitoring significantly improves the manufacturing process.
Consider a manufacturer of fine machine components who uses CNC machines to produce precision aerospace components. Sensors monitor the CNC machine’s spindle speeds and coolant levels, temperature, and vibration levels. If the system detects an abnormal spike in spindle vibration, it could indicate potential tool wear, damage to the tool, or even the tool coming off the chuck.
An alert is immediately sent to the maintenance team who inspect and replace the worn tool if needed before it produces defective components. The quick action prevents damage and potential downtime. In the long run the data gathered can also be used for predictive maintenance and anticipate tool wear.
How Remote Machine Monitoring Works
Now that you have an understanding of what is remote machine monitoring, we’ll take a closer look into the finer details of how it works:
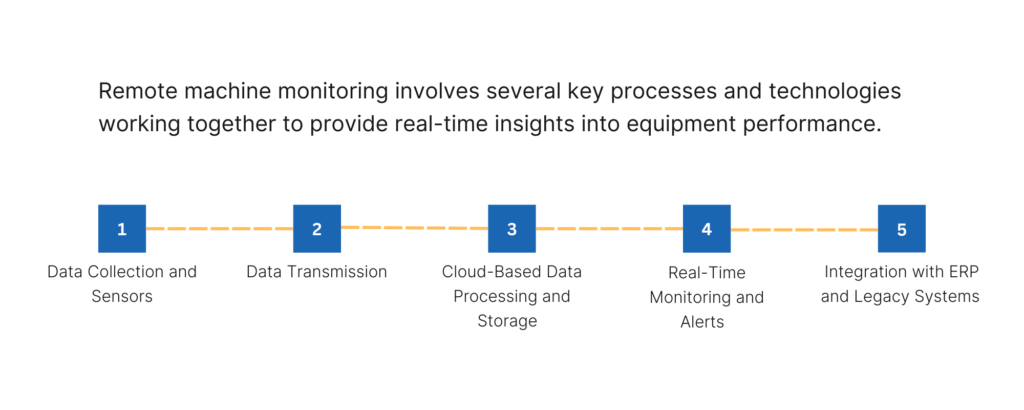
1. Data Collection
Remote machine monitoring begins with data collection where sensors are placed on crucial areas of the machines to capture vital information. These sensors track various parameters such as temperature, pressure, vibration, forces, acceleration, fluid flow, weight, position, proximity, and many other information specific to the manufacturer. They provide a comprehensive overview of the machine or the production line’s operational condition.
2. Data Transmission
The collected data needs to be transmitted to a central system for analysis. This is achieved through wireless communication protocols like Wi-Fi, Bluetooth, and cellular networks. Gateways for data are also used as intermediaries so that data is transferred from the sensors to the cloud securely. Data can also be stored locally to reduce the load on cloud systems and enable faster response times.
3. Data Processing and Analysis
Once the data reaches the cloud, it can be processed and used for analysis. Cloud-based solutions store the data and use advanced algorithms, AI, and machine learning to analyze it as per the needs of the client. The insights gained from data help identify patterns, predict potential failures, and optimize machine performance.
4. Real-Time Monitoring and Alerts
The processed data is then visualized on dashboards and interfaces provided to people on the floor or in decision-making positions. In live production, the operators also get real-time insights into machine performance and what can be expected. Dashboards offered by these service providers are user-friendly and accessible from various devices, making it easy to monitor equipment from anywhere. Operators can also set up alerts and notifications when specific conditions are sensed to inform them of any critical issues promptly.
5. Integration with Existing Systems
Remote machine monitoring systems are also often built to integrate with existing enterprise resource planning (ERP) platforms. This integration is set up for instantaneous data flow and coordination activities across the organization. The data is necessary for maintenance schedules, inventory management, and other critical processes.
Case Study: Real-Time Complete Visibility of Asset Operations and Performance with Machine with MachineConnect
In the manufacturing and industrial automation sector a key challenge faced by medium to large-scale machine builders is the lack of operational data from machines. With this client, even when the data was available, it wasn’t utilized effectively. The result was an inability to analyze machine uptime, quality of output, and performance. The gap in insight prevented the machine builder from fine-tuning asset parameters, which got in the way of optimal performance and output.
MachineConnect provided a robust solution by offering complete information on asset operations through Overall Equipment Effectiveness (OEE) parameters. Its graphical representations enhanced data visualization, which helped stakeholders to interpret and act on the information. It also enabled real-time data availability from geographically distributed machines into a single command center.
With MachineConnect in place, the client saw some impactful benefits. Accurate reporting meant they could better use their data from the shop floor. Having real-time information allowed them to respond to any issues that came up quickly. The detailed data analysis gave them clear insights, which helped them fine-tune their machines for reliable performance. Ultimately, the machine builder could optimize their operations, making smart decisions and getting more value from their machines. It was a game-changer for keeping everything running smoothly and efficiently.
To Wrap It Up
Using remote monitoring systems can give a significant edge to manufacturers. They provide real-time data and accurate reports to address any issues quickly. Analyzing detailed operational data can boost efficiency and reliability. These systems help you stay ahead of the curve through operational efficiency and market readiness.
Discover how MachineConnect can transform your manufacturing process by providing unparalleled visibility. Contact us today to learn more and schedule a demo!